
 工業爐
工業爐設備簡介
 燃氣工業爐
燃氣工業爐 20世紀50年代,無芯感應爐得到迅速發展。後來又出現了電子束爐,利用電子束衝擊固態燃料,能強化表面加熱和熔化高熔點的材料。用於鍛造加熱的爐子最早是手鍛爐,其工作空間是一個凹形槽,槽內填入煤炭,燃燒用的空氣由槽的下部供入,工件埋在煤炭里加熱。這種爐子的熱效率很低,加熱質量也不好,而且只能加熱小型工件,以後發展為用耐火磚砌成的半封閉或全封閉爐膛的室式爐,可以用煤、煤氣或油作為燃料,也可用電作為熱源,工件放在爐膛里加熱。
為便於加熱大型工件,又出現了適於加熱鋼錠和大鋼坯的台車式爐,為了加熱長形桿件還出現了井式爐。20世紀20年代後又出現了能夠提高爐子生產率和改善勞動條件的各種機械化、自動化爐型。工業爐的燃料也隨著燃料資源的開發和燃料轉換技術的進步,而由採用塊煤、焦炭、煤粉等固體燃料逐步改用發生爐煤氣、城市煤氣、天然氣、柴油、燃料油等氣體和液體燃料,並且研製出了與所用燃料相適應的各種燃燒裝置。 機械工業套用的工業爐有多種類型。在鑄造車間,有熔鍊金屬的沖天爐、感應爐、電阻爐、電弧爐、真空爐、平爐、坩堝爐等;有烘烤砂型的砂型乾燥爐、鐵合金烘爐和鑄件退火爐等。
在鍛壓車間,有對鋼錠或鋼坯進行鍛前加熱的各種加熱爐和鍛後消除應力的熱處理爐。在金屬熱處理車間,有改善工件機械性能的各種退火、正火、淬火和回火的熱處理爐。在焊接車間,有焊件的焊前預熱爐和焊後回火爐。在粉末冶金車間有燒結金屬的加熱爐等。工業爐還廣泛套用於其他工業,如冶金工業的金屬熔煉爐、礦石燒結爐和煉焦爐;石油工業的蒸餾爐和裂化爐;煤氣工業的發生爐;矽酸鹽工業的水泥窯和玻璃熔化、玻璃退火爐;食品工業的烘烤爐等。
設備組成
工業爐的主要組成部分有:工業爐砌體、工業爐排煙系統、工業爐預熱器和工業爐燃燒裝置等。機械工業套用的工業爐有多種類型,在鑄造車間,有熔鍊金屬的沖天爐、感應爐、電阻爐、電弧爐、真空爐、平爐、坩堝爐等;有烘烤砂型的砂型乾燥爐、鐵合金烘爐和鑄件退火爐等;在鍛壓車間,有對鋼錠或鋼坯進行鍛前加熱的各種加熱爐,和鍛後消除應力的熱處理爐;在金屬熱處理車間,有改善工件機械性能的各種退火、正火、淬火和回火的熱處理爐;在焊接車間,有焊件的焊前預熱爐和焊後回火爐;在粉末冶金車間有燒結金屬的加熱爐等。
工業爐還廣泛套用於其他工業,如冶金工業的金屬熔煉爐、礦石燒結爐和煉焦爐;石油工業的蒸餾爐和裂化爐;煤氣工業的發生爐;矽酸鹽工業的水泥窯和玻璃熔化、玻璃退火爐;食品工業的烘烤爐等。工業爐包含電阻爐,燃氣爐,燃油爐。
設計要點
 設計構造
設計構造2.燃料的選擇
3.燃燒裝置,燃燒器的選擇
4.爐子設計者須對爐子的熱能利用知識較全面理解
5.爐子輻射段和對流段的熱負荷合理分配以及傳熱面的排列布置
6.採用新技術,新材料時,尚要注意採用的新技術,新材料的先進性與可靠性,經濟性想結合
7.用增加傳熱面積方法來提高爐子熱效率的時候,除要防止低溫煙氣腐蝕之外,還需要注意增加面積後對系統阻力的影響工業爐的熱效率和燃料消耗量。
歷史狀況
 工業爐套用原理
工業爐套用原理1794年,世界上出現了熔煉鑄鐵的直筒形沖天爐。後到1864年,法國人馬丁運用英國人西門子的蓄熱式爐原理,建造了用氣體燃料加熱的第一台煉鋼平爐。他利用蓄熱室對空氣和煤氣進行高溫預熱,從而保證了煉鋼所需的1600℃以上的溫度。1900年前後,電能供應逐漸充足,開始使用各種電阻爐、電弧爐和有芯感應爐。
二十世紀50年代,無芯感應爐得到迅速發展。後來又出現了電子束爐,利用電子束來衝擊固態燃料,能強化表面加熱和熔化高熔點的材料。
用於鍛造加熱的爐子最早是手鍛爐,其工作空間是一個凹形槽,槽內填入煤炭,燃燒用的空氣由槽的下部供入,工件埋在煤炭里加熱。這種爐子的熱效率很低,加熱質量也不好,而且只能加熱小型工件,以後發展為用耐火磚砌成的半封閉或全封閉爐膛的室式爐,可以用煤,煤氣或油作為燃料,也可用電作為熱源,工件放在爐膛里加熱。
為便於加熱大型工件,又出現了適於加熱鋼錠和大鋼坯的台車式爐,為了加熱長形桿件還出現了井式爐。20世紀20年代後又出現了能夠提高爐子生產率和改善勞動條件的各種機械化、自動化爐型。
工業爐的燃料也隨著燃料資源的開發和燃料轉換技術的進步,而由採用塊煤、焦炭、煤粉等固體燃料逐步改用發生爐煤氣、城市煤氣、天然氣、柴油、燃料油等氣體和液體燃料,並且研製出了與所用燃料相適應的各種燃燒裝置。
設備種類
 燃氣工業爐
燃氣工業爐工業爐按供熱方式分為兩類:一類是火焰爐(或稱燃料爐),用固體、液體或氣體燃料在爐內的燃燒熱量對工件進行加熱;第二類是電爐,在爐內將電能轉化為熱量進行加熱。
膛式火焰爐
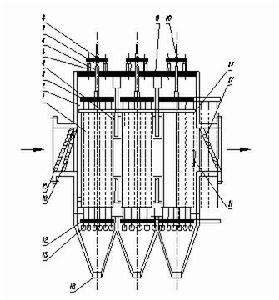
膛式火焰爐的工作室叫做爐膛,由爐底、爐牆和爐頂組成。用作或時,爐底的結構有多種型式,並可按爐底結構稱為車底爐、推料式爐、步進爐、輥底爐、鏈式爐、環形爐等。熔煉用火焰爐(如、煉銅)的爐底是凹下的熔池,用以存放熔融金屬。熔池的形狀,呈長方形、圓形或橢圓形。熔池底部有液體金屬的排出口。爐牆上有爐門、窺視孔、出渣口等。爐頂結構有拱頂和吊頂兩種;前者用於寬度較小的爐子,後者用於較寬的爐子。在高溫火焰爐上,火焰直接進入爐膛。如以塊煤為燃料,則需單獨設定固體燃料的燃燒室,火焰翻過火口進入爐膛。如以粉煤、煤氣或燃料油為燃料,則需用燃燒器。
迴轉爐
迴轉爐或稱迴轉窯,在冶金工業中用於鐵礦石的直接還原、氧化鋁礦物的焙燒、粘土礦物的焙燒,以及各種散狀原料的焙燒揮發、離析和乾燥作業。迴轉爐的爐體呈圓筒形,用厚鋼板製成,筒內襯以耐火材料。爐體橫架在支座的滾輪上,稍傾斜(4~6%)。爐體長度與直徑之比在12:1到30:1之間。操作時爐體勻速轉動。由於爐體的傾斜和轉動,爐料由高處逐漸移向低處。爐料在運動過程中逐漸升溫,並依次發生物理、化學變化。迴轉爐的溫度一般控制在爐料熔點以下。
電爐
電爐利用電熱效應供熱的冶金爐—神光電爐。電爐設備通常是成套的,包括電爐爐體,電力設備(電爐變壓器、整流器、變頻器等),開閉器,附屬輔助電器(阻流器、補償電容等),真空設備,檢測控制儀表(電工儀表、熱工儀表等),自動調節系統,爐用機械設備(進出料機械、爐體傾轉裝置等)。大型電爐的電力設備和檢測控制儀表等一般集中在電爐供電室。同燃料爐比較,電爐的優點有:爐內氣氛容易控制,甚至可抽成真空;物料加熱快,加熱溫度高,溫度容易控制;生產過程較易實現機械化和自動化;勞動衛生條件好;熱效率高;產品質量好等。
工業爐按熱工制度又可分為兩類:一類是間斷式爐,又稱周期式爐,其特點是爐子間斷生產,在每一加熱周期內爐溫是變化的,如室式爐、台車式爐、井式爐等;第二類是連續式爐,其特點是爐子連續生產,爐膛內劃分溫度區段。在加熱過程中每一區段的溫度是不變的,工件由低溫的預熱區逐步進入高溫的加熱區,如連續式加熱爐和熱處理爐、環形爐、步進式爐、振底式爐等。
設備原理
 迴轉工業爐
迴轉工業爐工業爐為了獲得尺寸精確和表面光潔的工件,或者為了減少金屬氧化以達到保護模具、減少加工餘量等目的,可以採用各種少無氧化加熱爐。在敞焰的少無氧化加熱爐內,利用燃料的不完全燃燒產生還原性氣體,在其中加熱工件可使氧化燒損率降低到0.3%以下。可控氣氛爐是使用人工製備的氣氛,通入爐內可進行氣體滲碳、 碳氮共滲、光亮淬火、正火、 退火等熱處理,以達到改變金相組織、提高工件機械性能的目的。
在流動粒子爐中,利用燃料的燃燒氣體,或外部施加的其他流化劑,強行流過爐床上的石墨粒子或其他惰性粒子層,工件埋在粒子層中能實現強化加熱,也可進行滲碳、氮化等各種無氧化加熱。在鹽浴爐內,用熔融的鹽液作為加熱介質,可防止工件氧化和脫碳。
在工業爐內熔煉鑄鐵,往往受到焦炭質量、送風方式、爐料情況和空氣溫度等條件的影響,使熔煉過程難於穩定,不易獲得優質鐵水。熱風沖天爐能有效地提高鐵水溫度、減少合金燒損、降低鐵水氧化率,從而能生產出高級鑄鐵。隨著無芯感應爐的出現,沖天爐有逐步被取代的趨勢。
工業爐的熔煉工作不受任何鑄鐵等級的限制,能夠從熔煉一種等級的鑄鐵,很快轉換到熔煉另一種等級的鑄鐵,有利於提高鐵水的質量。一些特種合金鋼,如超低碳不鏽鋼以及軋輥和汽輪機轉子等用的鋼,需要將平爐或一般電弧爐熔煉出的鋼水,在精煉爐內通過真空除氣和氬氣攪動去雜,進一步精煉出高純度、大容量的優質鋼水。
機械熱工
 電爐式工業爐
電爐式工業爐金屬或物料加熱時吸收的熱量與供入爐內的熱量之比,稱為爐子熱效率。連續式爐比間斷式爐的熱效率高,因為連續式爐的生產率高,而且是不間斷工作的,爐子熱制度處於穩定狀態,沒有周期性的爐牆蓄熱損失,還由於爐膛內部有一個預熱爐料的區段,煙氣部分餘熱為入爐的冷工件所吸收,降低了離爐煙氣的溫度。
提高爐子熱效率的基本措施是:充分提高燃燒效率,強化對工件的傳熱;儘可能地連續生產和滿負荷工作;設定預熱器,對空氣及煤氣進行預熱,以回收煙氣餘熱;採用比熱容和熱導率低的耐火材料,以減少爐牆蓄熱和散熱損失。
為了使爐溫恆定和實現規定的升溫速度,除必須根據工藝要求、預熱器和爐用機械型式、燃料和燃燒裝置類別、工業爐排煙方式等確定優良的爐型結構外,還需要對燃料和助燃空氣的流量和壓力,或對電功率等可控變數通過各種控制單元進行相互調節,以實現爐溫、爐氣氛或爐壓的自動控制。
設備使用
 大型燃氣工業爐
大型燃氣工業爐工業爐在其生產過程中經常會涉及熔煉、乾燥、烘烤、加還化學反應等加熱的工序。而工業爐窯就是用於這些工序的加熱設備。而為這些設備提供熱源的燃料主要有氣體燃料、液體燃料、固體燃料和電。使用這些加熱設備,容易發生燒傷、觸電事故。如果使用氣體、液體燃料,一旦發生泄漏或溢出,亦可能構成火災、爆炸的危險。
工業爐使用時爐門升降機構必須完好,鋼絲繩斷絲不準超過規定值。重錘配置適當,外露傳動部分應設防護罩。 如果是水冷卻的爐門,還要保證管道暢通,冬季管路不冰凍。爐門要有限位裝置,進出爐時,要有切斷電源的聯鎖裝置,鋼絲繩在節距內斷絲數不得超過10%,平衡爐門的重錘懸掛應可靠。要求外露傳動部分的防護裝置應保持正確的安裝位置,結構合理。 爐車鋼絲繩滑輪應完整無損。 爐窯上所有滑輪、鏈輪結構完好,無缺損,轉動靈活。
工業爐爐體的爐牆、爐襯應嚴密,無泄漏。 要求耐火材料經受熱、腐蝕、磨擦和化學浸蝕,爐體的爐牆要保持完整,不得有缺損;耐火材料及其製品連線的縫隙不得漏氣;同時要求爐窯的整體性必須堅固。氣閥應能按照操作要求使開關停在任一位置上,特別是在火焰熄滅時能迅速切斷燃料供給。氣閥要求無鬆動和泄漏現象,保持其整體性和可靠性。油管、風管及加熱管應無裂紋、無泄漏現象。各種不同用途的管道都要保持無泄漏、無裂紋、暢通,油嘴應暢通,油溫、油(風)壓應保持正常。
工業爐爐門巡迴冷卻水,必須暢通並在門安裝排氣管。 測溫儀表、儀器應靈敏可靠,PE可靠。要求儀器、儀表反應靈敏、指示正確,並在檢驗周期內使用。氨氣瓶嚴禁靠近熱源、電源或在強日光下曝曬。保持通風良好,且布置在人員活動地點的下風側。
 測溫儀表
測溫儀表安全隱患
 安裝使用
安裝使用一般說來,工業爐操作時的高溫容易發生燙傷、灼傷和燒傷;高溫熔鹽和熔融金屬遇到水後會發生爆炸;煤氣和可控氣氛是易爆氣體,油路、油箱和油庫都是易燃易爆設施,如使用不當,則將發生爆炸和中毒事故;電爐的安全保護裝置失靈,接觸後會發生觸電;氰化爐的氰化物有劇毒;硝鹽爐加熱到550℃以上會產生自燃;硝鹽與木炭、炭黑化合後會發生爆炸。
工業爐修理的環境較差,許多修理作業是在爐內進行,空間十分擁擠,自然採光不足,通風條件很差。工人操作時不僅受到粉塵的侵害,有時還直接受到高溫、煙塵、有毒氣體和化工材料的腐蝕。有的爐子(如沖天爐)高達10m—20m,由於爐身現場狹窄,修理工作呈高空立體交叉、多層作業,危險性很大。因此,當操作和維修工業爐時,要十分重視安全問題。尤其是在組織工業爐時,要十分重視安全問題。尤其是在組織工業爐的搶修或熱修時,更應注意這些不安全因素所可能引起的不幸事故。
故障分析
 工業爐故障分析
工業爐故障分析換向系統發生故障報警時,根據控制柜上顯示的報警指示燈找出故障點,並經現場檢查和確認後進行及時的處理,恢復換向閥的正常工作。如果屬氣管爆裂或脫落,關閉該換向閥的壓縮空氣供氣閥門並立即更換相應的氣管。如果屬限位開關鬆動不能接觸閥桿上的圓形鐵片,可立即調整限位開關的鏇轉角度,保證換向閥閥板在前後極限位時和限位開關觸輪的正常接觸。如果不屬上述1)、2)原因報警,檢查電磁閥是否正常動作,必要時更換電磁閥。如果不屬上述1)、2)、3)故障報警,檢查氣缸是否內漏、限位開關和電磁閥的接線是否正常。
如果換向系統報警後不能及時排除故障並恢復運行,可採取如下處理措施:如換向系統報警後操作工在關閉手閥後仍不能及時排除故障而排煙溫度超標時,關停引風機,並關小空煤氣調節閥,組織相應的人員儘快處理故障。換向閥定期(可一年左右)打開檢修孔,檢查密封圈、閥板、連桿的使用情況,必要時可隨時打開檢查。
設備發展
 電控工業爐
電控工業爐工業爐行業採用脈衝燃燒的必要性
高檔工業產品對爐內溫度場的均勻性要求較高,對燃燒氣氛的穩定可控性要求較高,使用傳統的連續燃燒控制無法實現。隨著寬斷面、大容量的工業爐的出現,必須採用脈衝燃燒控制技術才能控制爐內溫度場的均勻性。
脈衝燃燒控制的優勢
脈衝燃燒控制採用的是一種間斷燃燒的方式,使用脈寬調製技術,通過調節燃燒時間的占空比(通斷比)實現窯爐的溫度控制。燃料流量可通過壓力調整預先設定,燒嘴一旦工作,就處於滿負荷狀態,保證燒嘴燃燒時的燃氣出口速度不變。當需要升溫時,燒嘴燃燒時間加長,間斷時間減小;需要降溫時,燒嘴燃燒時間減小,間斷時間加長。脈衝燃燒控制的主要優點為傳熱效率高,大大降低能耗。可提高爐內溫度場的均勻性。無需線上調整,即可實現燃燒氣氛的精確控制。可提高燒嘴的負荷調節比。系統簡單可靠,造價低。減少NOx的生成。普通燒嘴的調節比一般為1:4左右,當燒嘴在滿負荷工作時,燃氣流速、火焰形狀、熱效率均可達到最佳狀態,但當燒嘴流量接近其最小流量時,熱負荷最小,燃氣流速大大降低,火焰形狀達不到要求,熱效率急劇下降,高速燒嘴工作在滿負荷流量50%以下時,上述各項指標距設計要求就有了較大的差距。
脈衝燃燒則不然,無論在何種情況下,燒嘴只有兩種工作狀態,一種是滿負荷工作,另一種是不工作,只是通過調整兩種狀態的時間比進行溫度調節,所以採用脈衝燃燒可彌補燒嘴調節比低的缺陷,需要低溫控制時仍能保證燒嘴工作在最佳燃燒狀態。在使用高速燒嘴時,燃氣噴出速度快,使周圍形成負壓,將大量窯內煙氣吸人主燃氣內,進行充分攪拌混合,延長了煙氣在窯內的滯流時間,增加了煙氣與製品的接觸時間,從而提高了對流傳熱效率,另外,窯內煙氣與燃氣充分攪拌混合,使燃氣溫度與窯內煙氣溫度接近,提高窯內溫度場的均勻性,減少高溫燃氣對被加熱體的直接熱衝擊。
脈衝燃燒控制技術在工業爐窯中的套用
工業爐行業中普及脈衝燃燒控制技術,由高速燃燒器和工業爐控制系統兩部分組成,採用脈衝燃燒技術來完成工業爐的升溫、控溫。對於燃氣窯爐內部溫度場和溫度波動力±2°C,對於燃油(柴油)窯爐內部溫度場和溫度波動為±3°C,在使用重柴油為燃料的窯爐上效果良好。普通燃燒器當窯爐內部溫度低於燃料自燃溫度時,燃燒器燃料間斷後火焰立即熄滅,無法繼續燃燒,對爐內溫度不會產生影響,解決了熄火這一問題,並採用當今最先進的霧化技術——氣泡霧化技術,使燃燒器的霧化效果更好、霧化介質使用量更少,原來燒輕柴油的窯爐現可燒重柴油。
在實際套用過程中,採用普通的脈寬調製的方法調節燃燒占空比時,當占空比接近0%或100%時,間斷或燃燒的時間太短,現場的運行效果不理想,於是我們引人了最小時間這一概念,將間斷和燃燒的最小時間定為3秒,當占空比接近0%或100%時,延長相應的燃燒和間斷時間即可解決這一問題。脈衝燃燒作為一項新技術有著廣闊的套用前景,可廣泛套用於陶瓷、冶金、石化等行業,對提高產品質量、降低燃耗、減少污染將發揮重大作用,是工業爐行業自動控制的一次革新,將成為未來工業爐燃燒技術的發展方向。
產品展示
 加熱爐 加熱爐 | 在工業生產中,能對物料進行熱加工,並使其發生物理或化學變化的加熱設備稱為工業爐或窯。一般把用來完成各種物料的加熱;熔煉等加工工藝的加熱設備叫做爐;而把用於固體物料熱分解所用的加熱設備,叫做窯,如石灰窯。按熱源可分為:燃煤爐、燃油爐、燃氣爐和油氣混合燃燒爐。按爐溫可分為:高溫爐(>1000℃)、中溫爐(650~1000℃)和低溫爐(<650℃)。 工業爐的操作使用包括:烘爐操作、開/停車存操作、熱工調節和日常維護。其中烘爐的目的是排出爐體及附屬設備中砌體的水分,並使磚的轉化完全,避免砌體產生開裂和剝落現象。分為三個主要過程:水分排出期、砌體膨脹期和保溫期。 |
 熱處理爐 熱處理爐 | 燃料熱處理爐的一種.一般以天然氣、煤氣為加熱源.簡單的講就是在熱處理爐內部加裝一些噴嘴,通過噴嘴噴出燃料氣體,對工件進行加熱、保溫、冷卻的熱處理,加熱的時候為封閉加熱溫度比較高,溫度與工件所需熱處理工藝有關. |
 熔煉爐 熔煉爐 | 主要特點: 1、 安裝和操作非常方便,即學即會; 組成: 1、 超小型中頻感應加熱電源 |
 電爐 電爐 | 電爐利用電熱效應供熱的冶金爐—神光電爐。電爐設備通常是成套的,包括電爐爐體,電力設備(電爐變壓器、整流器、變頻器等),開閉器,附屬輔助電器(阻流器、補償電容等),真空設備,檢測控制儀表(電工儀表、熱工儀表等),自動調節系統,爐用機械設備(進出料機械、爐體傾轉裝置等)。大型電爐的電力設備和檢測控制儀表等一般集中在電爐供電室。同燃料爐比較,電爐的優點有:爐內氣氛容易控制,甚至可抽成真空;物料加熱快,加熱溫度高,溫度容易控制;生產過程較易實現機械化和自動化;勞動衛生條件好;熱效率高;產品質量好等。 |
