
種類介紹
電阻爐
以電流通過導體所產生的焦耳熱為熱源的電爐。按電熱產生方式,電阻爐分為直接加熱和間接加熱兩種。在直接加熱電阻爐中,電流直接通過物料,因電熱功率
 工業電阻爐
工業電阻爐①為使物料加熱均勻,要求物料各部位的導電截面和電導率一致;
②由於物料自身電阻相當小,為達到所需的電熱功率,工作電流相當大,因此送電電極和物料接觸要好,以免起電弧燒損物料,而且送電母線的電阻要小,以減少電路損失;
③在供交流電時,要合理配置短網,以免感抗過大而使功率因數過低。電阻爐熱效益不高是他的一個缺點。
大部分電阻爐是間接加熱電阻爐,其中裝有專門用來實現電-熱轉變的電阻體,稱為電熱體,由它把熱能傳給爐中物料。
這種電爐爐殼用鋼板製成,爐膛砌襯耐火材料如陶瓷纖維,內放物料。
最常用的電熱體是鐵鉻鋁電熱體、鎳鉻電熱體、碳化矽棒和二矽化鉬棒,矽碳棒、二硼化鋯陶瓷複合發熱體。根據需要,爐內氣氛可以是普通氣氛、保護氣氛或真空。一般電源電壓220伏或380伏,必要時配置可調節電壓的中間變壓器。小型爐(<10千瓦)單相供電,大型爐三相供電。對於品種單一、批料量大的物料,宜採用連續式爐加熱。爐溫低於700□的電阻爐,多數裝置鼓風機,以強化爐內傳熱,保證均勻加熱。用於熔化易熔金屬(鉛、鉛鉍合金、鋁和鎂及其合金等)的電阻爐,可做成坩堝爐;或做成有熔池的反射爐,在爐頂上裝設電熱體。電渣爐是由溶渣實現電熱轉變的電阻爐。在熱處理行業中的廣泛套用。
感應爐
感應爐的簡介利用物料的感應電熱效應而
 感應爐
感應爐感應電熱的特點是在被加熱物料中轉變的電熱功率(電流分布)很不均勻,表面最大,中心最小,稱為趨膚效應。為了提高感應加熱的電熱效率,供電頻率要合宜,小型熔煉爐或對物料的表面加熱採用高頻電,大型熔煉爐或對物料深透加熱採用中頻或工頻電。感應圈是電感量相當大的負載,其功率因數一般很低。為了提高功率因數,感應圈一般並聯中頻或高頻電容器,稱為諧振電容。感應圈和物料之間的間隙要小,感應圈宜用方形紫銅管制作,管內通水冷卻,感應圈的匝間間隙要儘量小,絕緣要好。感應加熱裝置,主要用於鋼、銅、鋁和鋅等的加熱及熔鑄,加熱快,燒損少,機械化和自動化程度高,適合配置在自動作業線上。
感應爐系列加熱爐特點
加熱速度快、生產效率高、氧化脫炭少、節省材料與鍛模成本
由於中頻感應加熱的原理為電磁感應,其熱量在工件內自身產生,普通工人用中頻電爐上班後十分鐘即可進行鍛造任務的連續工作,不需燒爐專業工人提前進行燒爐和封爐工作。不必擔心由於停電或設備故障引起的煤爐已加熱坯料的浪費現象。由於該加熱方式升溫速度快,所以氧化極少,每噸鍛件和燒煤爐相比至少節約鋼材原材料20-50千克,其材料利用率可達95%。由於該加熱方式加熱均勻,芯表溫差極小,所以在鍛造方面還大大的增加了鍛模的壽命,鍛件表面的粗糙度也小於50um。
工作環境優越、提高工人勞動環境和公司形象、無污染、低耗能
感應加熱爐與煤爐相比,,工人不會再受炎炎烈日下煤爐的烘烤與煙燻,更可達到環保部門的各項指標要求,同時樹立公司外在形象與鍛造業未來的發展趨勢。感應加熱是電加熱爐中最節能的加熱方式由室溫加熱到1100℃的噸鍛件耗電量小於360度。
加熱均勻,芯表溫差極小,溫控精度高
感應加熱其熱量在工件內自身產生所以加熱均勻,芯表溫差極小。套用溫控系統可實現對溫度的精確控制提高產品質量和合格率。
感應加熱爐具有體積小,重量輕、效率高、熱加工質量優及有利環境等優點正迅速淘汰燃煤爐、燃氣爐、燃油爐及普通電阻爐,是新一代的金屬加熱設備。
 芯感應爐
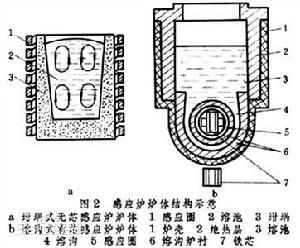
芯感應爐工業上套用的感應熔化爐有坩堝爐(無芯感應爐)和熔溝爐(有芯感應爐),見圖2感應爐爐體結構示意。坩堝用耐火材料或鋼製成,容量從幾公斤到幾十噸。其熔煉特點是坩堝中熔體受電動力作用,迫使熔池液面凸起,熔體自液面中心流向四周而引起循環流動。這種現象稱為電動效應,可使熔體成分均勻,缺點是爐渣偏向周邊,覆蓋性差。與熔溝爐比較,坩堝爐操作靈活,熔煉溫度高,但功率因數低,電耗較高。熔溝爐的感應器由鐵芯、感應圈和熔溝爐襯組成,熔溝為一條或兩條帶狀環形溝,其中充滿與熔池相聯通的熔體。在原理上,可以把熔溝爐看作是次級只有一匝線圈而且短路的鐵芯變壓器。感應電流在熔溝熔體中流動,而實現電熱轉變。
生產中,每爐金屬熔煉完畢後,不能把熔池放空,不然容易乾枯,一定要保留一部分熔體作為下一爐的起熔體。熔溝溫度比熔池高,又承受熔體流動的沖刷,所以熔溝爐襯容易損壞,為便於維修,現代爐子的感應器製成便於更換的裝配件。熔溝爐的容量從幾百公斤到百餘噸。熔溝爐供工頻電,由於有用矽鋼片製作的鐵芯作磁通路,電效率和功率因數都很高。熔溝爐主要用於鑄鐵、銅、鋅、黃銅等的熔化,還可作為混熔滬,用來貯存和加熱熔體。
電弧爐
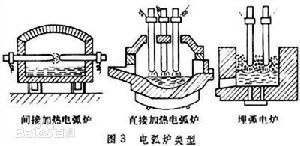
利用電弧熱效應熔煉金屬和其他物料的電爐按加熱方式分為三種類型:①間接加熱電弧爐。電弧在兩電極之間產生,不接觸物料,
 電弧爐
電弧爐靠熱輻射加熱物料。這種爐子噪聲大,效率低,漸被淘汰。②直接加熱電弧爐。電弧在電極與物料之間產生,直接加熱物料;煉鋼三相電弧爐是最常用的直接加熱電弧爐(見電弧爐煉鋼)。③埋弧電爐,亦稱還原電爐或礦熱電爐。電極一端埋入料層,在料層內形成電弧並利用料層自身的電阻發熱加熱物料;常用於冶煉鐵合金(見鐵合金電爐),熔煉冰鎳、冰銅(見鎳、銅),以及生產電石(碳化鈣)等。
真空電弧爐
是在抽真空的爐體中用電弧直接加熱熔鍊金屬的電爐。爐內氣體稀薄,主要靠被熔金屬的蒸氣發生電弧,為使電弧穩定,一般供直流電。按照熔煉特點,分為金屬重熔爐和澆鑄爐。按照熔煉過程中電極是否消耗(熔化),分為自耗爐和非自耗爐,工業上套用的大多數是自耗爐。真空電弧爐用於熔煉特殊鋼、活潑的和難熔的金屬如鈦、鉬、鈮(見真空冶金)。
電弧電熱可以認為是弧阻電熱。電弧(弧阻)穩定是爐子正常生產的必要條件。交流電弧爐通常採用工頻電,為使電弧穩定,爐子供電電路中要有適當的感抗,但是存在感抗會降低功率因數和電效率。降低電流頻率是發展交流電弧爐的途徑。弧阻阻值相當小,為獲得必要的熱量,爐子需要相當大的工作電流,因此爐子短網的電阻要儘量小,以免電路損耗過大。對於三相電弧爐,要使三相的阻抗接近一致,以免三相負荷不平衡。
等離子爐
利用工作氣體被
 等離子爐
等離子爐子體從等離子槍噴口噴出後,形成高速高溫的等離子弧焰,溫度比一般電弧高得多。最常用的工作氣體是氬,它是單原子氣體,容易電離,而且是惰性氣體,可以保護物料。工作溫度可高達20000□;用於熔煉特殊鋼、鈦和鈦合金、超導材料等。爐型有配置水冷銅結晶器爐、中空陰極式爐、配置感應加熱的等離子爐、有耐火材料爐襯的等離子爐等(見等離子冶金)。
電子束爐
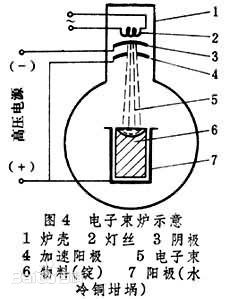
用高速電子轟擊物料使之加熱熔化的電爐。在真空爐殼內,用通低壓電的燈絲加熱陰極,使之發射電子,電子束受加速陽極的高壓電場的作用而加速運動,轟擊位
 電子束爐
電子束爐工業上用的電爐分類為兩類:周期式作業爐和連續式作業爐。
周期式作業爐分為:箱式爐、密封箱式爐,井式爐,鐘罩爐,台車爐,傾倒式滾筒爐。
連續式作業爐分為:窯車式爐,推桿式爐,輥底爐,振底爐,轉底爐,步進式爐,牽引式爐,連續式滾筒爐,傳送帶式爐等。其中傳送帶式爐可分為:有網帶式爐、衝壓鏈板式爐、鑄鏈板式爐等...
電熱爐
 電熱爐
電熱爐優點:
1)與燃料爐相比容易得到高溫。
2)可從材料內部加熱使其升溫。
3)便於在可控氣氛爐和真空爐中使用。
4)電爐沒有燃料爐的排煙熱損失,所以熱效率高。
5)容易控制溫度,便於遙控、細調。
6)能進行快速加熱。
7)操作性能好,不污染環境。
1)需要增加配電設備費用。
2)電力成本高。
3)電阻加熱溫度超過1000℃時,耐火材料有可能導電,需要注意絕緣問題。
加熱原理
當電流在導體中流過時,因為 工業電爐控制系統
工業電爐控制系統按上式推算,當1千瓦小時的電能,全部轉換為熱能時:
Q=(0.24x1000x36000)/1000=864千卡
在電熱技術上按1千瓦小時=860千卡計算。電阻爐在結構上是使電能轉換為熱能的設備,它能有效地用來加熱指定的工件,並保持高的效率。使用中頻或工頻電爐做熔化爐的較多,只是受柑禍直徑的影響,冷料和熱料混雜在一起,合金液的溫度很不穩定,影響了壓鑄生產的連續性。
如能設計一種集熔化和保溫為一體的感應爐,即將鑄鐵柑塌做成長條狀,中間增加一處隔牆,形成明顯的熔化池和保溫池,只要輸入功率足夠,合金液就能源源不斷地從熔化池流進保溫池並進一步升溫,實現合金液的連續供應。如能試製成功,這種感應電爐的市場前景較為廣闊,也必將促進有色金屬鑄造業的快速發展。
種類劃分
工業爐
主要產品
七大類:電阻爐、感應爐、真空爐
 電子束爐
電子束爐三. 電阻爐:三大部件:加熱器、爐襯、耐熱構件
1.分為周期式及連續式兩大類
2.周期式爐的特徵:
A.爐料同時加入同時取出
B.加熱時爐料基本不動(特殊情況除外:如滾筒爐,輥底爐)
C.工作區內力求溫度均勻
電阻爐分類
台車爐燒結爐調質爐回火爐退火爐固熔爐淬火爐滲碳爐正火爐氮化爐熔煉爐釺焊爐鹽浴爐滾筒爐網帶爐真空爐實驗爐中高頻爐烘乾爐罩式爐推桿爐鑄造爐燃料爐窯爐氨分解爐玻璃爐
連續式電阻爐
A.推送式爐
B.傳送帶式爐
C.網帶爐(適用於薄小零件的退火、燒結、釺焊及固溶處理。結構類似傳送帶式爐)
D.連續式轉筒爐
E.輥底爐(料盤在輥子上運動)
F.轉底爐
變壓器
電爐變壓器是指專為各種電爐提
 電爐變壓器
電爐變壓器電阻爐變壓器用於機械零件加熱、熱處理、粉末冶金燒結、有色金屬熔煉等的電阻爐和鹽浴爐。由於其發熱體的電阻太小,或者在升溫過程中發熱體電阻的變化太大,所以需要在爐子和電力網之間配備一台電阻爐變壓器,以降低和調節電爐的輸入電壓。
電弧爐變壓器給用於鋼鐵冶煉的電弧爐供電的專用變壓器。容量大,結構複雜,技術要求較高。其副邊電壓低,一般從數十伏到數百伏,並要求能在較大範圍內調節;副邊電流往往達數千至數萬安。此外在鋼鐵冶煉中,熔化期需要功率大,要求變壓器能在2小時內有20%的過載能力。在煉鋼過程中,由於爐料的倒塌容易造成電極短路,所以電弧爐變壓器的原邊應串入限流電抗器,或使其具有較大的阻抗,以限制短路電流。
感應爐變壓器用於熔化黑色和有色金屬的感應爐,實質上是一台特殊的電爐變壓器。變壓器原繞組連線電源,副繞組實際上只有一匝,它就是裝在熔化槽內的熔化金屬。當原繞組通有電流時,副繞組就產生感應電流,在槽中流通,從而發出熱量,使金屬熔化。
結構
整套電爐設備包含中頻電源櫃,補償電容,爐體(兩個)及水冷電纜、減速機。爐體由爐殼、感應圈、爐襯、傾爐減速箱等四個部分組成,爐殼用非磁性材料製成,感應線圈是由矩形空心管制成的螺鏇狀筒體,熔煉時管內通冷卻水。線圈引出銅排與水冷電纜連通,爐襯緊靠感應圈,由石英砂打實燒結而成,爐體的傾動由傾爐減速箱直接轉動。傾爐減速箱系二級渦輪變速,自鎖性能好,轉動平穩可靠,出現緊急斷電時看收工傾爐,避免危險。可以通過選爐開關對兩台爐體的傾爐減速箱電動機的控制進行選擇,帶有四芯橡皮線的開關盒能使操作者站在合適位置對爐體的傾動,復位進行點動控制。
操作規程
1、操作人員必須了解以下幾點:
A、電爐及其輔助設備的結構和性能。
 台車式電阻爐
台車式電阻爐B、配電系統、控制系統的布置及安全裝置的位置等。
C、操作工藝和安全操作規程。
2、運行前準備工作檢查
A、設備的電源是否正常,是否有斷相、短路或裸線等情況。
B、檢查接地裝置接線處的接觸是否良好。
C、檢查加熱元件是否有損壞的地方,各連線處的接觸是否良好,有否與爐體及罩殼相接觸的地方。
D、檢查溫控系統是否有不正常的現象。
E、檢查爐門升降、台車進出運行是否正常。
3、帶有腐蝕性、揮發性、爆炸性氣體的工件嚴禁進入爐體加工,以免影響加熱元件和耐火材料使用壽命及引起爆炸等事故。
4、電爐不得超溫運行,否則會縮短設備的使用壽命。
5、工件均勻堆放,離加熱元件應在100-150mm左右。
6、氧化皮太多的工件進爐前需清除,可用鋼絲刷刷下。
7、嚴禁野蠻操作,工件應輕放,避免衝擊。
8、電爐使用時操作人員不得擅自離開崗位,必須隨時注意電爐的工作狀況是否正常,
9、電爐在進行裝卸工件時,必須先切斷加熱元件電源,以保證操作人員的安全。
10、爐膛的氧化物(包括電爐絲下)應經常清理,至少每周一次或五爐次一次。爐底板下可用壓縮空氣吹。
11、電阻絲如經使用後,就不得碰撞拗折,以免斷裂。
12、電爐電動機需定期檢查,添加潤滑油等,注意使用安全。
13、定期檢查加熱元件的使用情況。加熱元件經短期使用後便不得拗折、碰撞。如尚未嚴重腐蝕而折斷時,可用與電爐絲相同的材料(或電爐絲本身)作為焊條,採用乙炔氣進行加熱焊接,焊條採用50%白雲粉末混合而成,若加熱元件嚴重腐蝕不能使用時,則應另行更換。
14、定期校驗儀表、熱電偶的偏差情況,防止因儀表、熱電偶的誤差造成測溫不正確而影響產品質量。
延長方法
為了保護和延長電爐的使用時間,必須注意下列事項:
(1)定期檢查電爐及控制器各接頭的連線是否良好。
 電爐
電爐(2)電爐和控制器必須在相對濕度不超過85%,沒有導電塵埃,爆炸性氣體和能破壞金屬絕緣以及電子元件的腐蝕性氣體的場所工作。
(3)控制器的工作環境溫度限於0—50℃。
(4)電爐和控制器使用時,均不得超過額定功率,爐溫不得超過最高使用溫度,禁止將潮濕工件裝入爐膛內,含有超高水分的被加熱工件應預先烘乾。
(5)保持爐膛內情清潔,對爐內的金屬氧化物、溶渣和雜質等應及時清除,裝卸工件時應謹慎。
優點
電爐是把爐內的電能轉
 電爐,熔化爐
電爐,熔化爐發展
 箱式電阻爐
箱式電阻爐我國機械工業70%的零件需要進行熱處理,汽車、拖拉機工業70%-80%的零部件需要進行熱處理加工,工具、刃具和軸承產品則100%需要進行熱處理,一些民用輕工金屬製品的使用壽命,絕大部分也依靠熱處理得到提高。同時,緊固件行業、軸承行業、鏈條行業、工具行業、汽車、拖拉機、機車零部件行業都是靠熱處理質量的提高來提升競爭實力,隨著中國工業的不斷發展,近十年內我國每年將新增40-50萬噸熱加工量,另外國內很大部分烘爐、熔爐和電爐設備的陳舊、落後,將趨向淘汰更新,我國對熱加工設備的需求十分強勁,我國烘爐、熔爐及電爐的發展前景看好。預計,未來幾年,我國烘爐、熔爐及電爐製造行業將繼續保持增長態勢,增長率保持在20%左右,2011年行業市場規模將達到近200億元,2015年將達到400多億元。
