蓋板零件數控加工程式
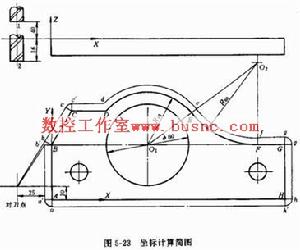
該零件的毛坯是一塊180mm*90mm*12mm板料,要求銑削成圖中粗實線所示的外形。由圖可知,各孔已加工完,各邊都留有5mm的銑削留量。銑削時以其底面和2-10H8的孔定位,從60mm孔對工件進行壓緊。在編程時,工件坐標系原點定在工件左下角A點(如圖5—23所示),現以10mm立銑刀進行輪廓加工,對刀點在工件坐標系中的位置為(-25,l0,40),刀具的切入點為B點,刀具中心的走刀路線為:對刀點1一下刀點2--b--c…一下刀點2一對刀點1。
該零件的特點是形狀比較簡單,數值計算比較方便。
 絕對程式
絕對程式