
概述
 水下焊接
水下焊接水下焊接與切割是水下工程結構的安裝、維修施工中不可缺少的重要工藝手段。它們常被用於海上救撈、海洋能源、海洋採礦等海洋工程和大型水下設施的施工過程中。
方法
水下焊接有乾法、濕法和局部乾法三種。
乾法焊接
這是採用大型氣室罩住焊件、焊工在氣室內施焊的方法,由於是在乾燥氣相中焊接,其安全性較好。在深度超過空氣的潛入範圍時,由於增加了空氣環境中局部氧氣的壓力,容易產生火星。因此應在氣室內使用惰性或半惰性氣體。乾法焊接時,焊工應穿戴特製防火、耐高溫的防護服。
與濕法和局部乾法焊接相比,乾法焊接安全性最好,但使用局限性很大,套用不普遍。
局部乾法焊接
局部乾法是焊工在水中施焊,人為地將焊接區周圍的水排開的水下焊接方法,其安全措施與濕法相似。
由於局部乾法還處於研究之中,因此使用尚不普遍。
濕法焊接
濕法焊接是焊工在水下直接施焊,而不是人為地將焊接區周圍的水排開的水下焊接方法。
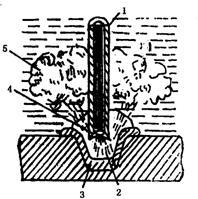
電弧在水下燃燒與埋弧焊相似,是在氣泡中燃燒的。焊條燃燒時焊條上的塗料形成套筒使氣泡穩定存在,因而使電弧穩定,如圖8-1所示。要使焊條在水下穩定燃燒,必須在焊條芯上塗一層一定厚度的塗藥,並用石蠟或其他防水物質浸漬的方法,使焊條具有防水性。氣泡由氫、氧、水蒸氣和由焊條藥皮燃燒產生的氣泡;渾濁的煙霧生的其他氧化物。為克服水的
冷卻和壓力作用造成的引弧及穩弧困難,其引弧電壓要高於大氣中的引弧電壓,其電流較大氣中焊接電流大15%~20%。
水下濕法焊接與乾法和局部乾法焊接相比,套用最多,但安全性最差。由於水具有導電性,因此防觸電成為濕法焊接的主要安全問題之一。
特點
水下環境使得水下焊接過程比陸上焊接過程複雜得多,除焊接技術外,還涉及到潛水作業技術等諸多因素,水下焊接的特點是:
1、可見度差,水對光的吸收、反射和折射等作用比空氣強得多,因此,光在水中傳播時減弱得很快。另外焊接時電弧周圍產生大量氣泡和煙霧,使水下電弧的可見度非常低。在淤泥的海底和夾帶沙泥的海域中進行水下焊接,水中可見度就更差了。
2、焊縫含氫量高,氫是焊接的大敵,如果焊接中含氫量超過允許值,很容易引起裂紋,甚至導致結構的破壞。水下電弧會使其周圍水產生熱分解,導致溶解到焊縫中的氫增加,水下焊條電弧焊的焊接接頭質量差與氫含量高是分不開的。
3、冷卻速度快,水下焊接時,海水的熱傳導係數高,是空氣的20倍左右。若採用濕法或局部法水下焊接時,被焊工件直接處於水中,水對焊縫的急冷效果明顯,容易產生高硬度淬硬組織。因此,只有採用乾法焊接時,才能避免冷效應。
4、壓力的影響,隨著壓力增加,電弧弧柱變細,焊道寬度變窄,焊縫高度增加,同時導電介質密度增加,從而增加了電離難度,電弧電壓隨之升高,電弧穩定性降低,飛濺和煙塵增多。
5、連續作業難以實現,由於受水下環境的影響和限制,許多情況下不得不採用焊一段,停一段的方法進行,因而產生焊縫不連續的現象。
運用
1)建議50平方以上專用焊線所有水線以下的和水下的電纜部件必須完全絕緣。
2)開始操作之前,檢查所有電纜和連機器有無損壞了的絕緣。損壞的必須更換,有缺陷的要修理。
3)電纜的能力必須能滿足工件的最大電流的要求。連機器的能力至少應該等於電纜的能力。
4)所有連機器必須緊固和徹底絕緣。所以水下連機器最後應該用橡膠袋緊緊藵住,以防電流損失。
5)要確定距離電焊鉗十英尺以內的電纜是沒有接頭的。
6)這樣布置接地電纜到工件,使潛水員的身體絕不會處於電焊條與焊接電路接地側之間。
7)要保持電源電纜與焊接電纜分開。
組裝辦法
1、將安全開關負極導線接到電焊鉗,並且使安全開關處於看管人夠得著的地方。
2、將電焊機設定為正接。檢查極性是否正確:負極至電焊鉗,正極接地。
3、確定電流設定值,並且用鉗形表(或者安培表)檢查。
4、使所有電纜連機器完全絕緣。
5、確定電纜和連機器處於良好的工作狀態,以及所有電纜在離電焊鉗十英尺內沒有接頭。
6、將接地夾固定在工件上。
事故原因
水下焊接與切割的致險因素的特點是:電弧或氣體火焰在水下使用,它與在大氣中焊接或一般的潛水作業相比,具有更大的危險性。
水下焊接與切割作業常見事故有:觸電、爆炸、燒傷、燙傷、溺水、砸傷、潛水病或窒息傷亡。事故原因大致有以下幾點:
(1>沉到水下的船或其他物件中常有彈藥、燃料容器和化學危險品,焊割前未查明情況貿然作業,在焊割過程中就會發生爆炸。
(2)由於回火和熾熱金屬熔滴燒傷、燙傷操作者,或燒壞供氣管、潛水服等潛水裝具而造成事故。
(3)由於絕緣損壞或操作不當引起觸電。
(4)水下構件倒塌發生砸傷、壓傷、擠傷甚至死亡事故。
(5)由於供氣管、潛水服燒壞,觸電或海上風浪等引起溺水事故。
安全措施
水下焊接與切割安全措施
(一)準備工作
水下焊接與切割安全工作的一個重要特點是:有大量、多方面的準備工作,一般包括下述幾個方面:
(1)調查作業區氣象、水深、水溫、流速等環境情況。當水面風力小於6級、作業點水流流速小於0. 1 ^} 0. 3m/s時,方可進行作業。
(2)水下焊割前應查明被焊割件的性質和結構特點,弄清作業對象內是否存有易燃、易爆和有毒物質。對可能墜落、倒塌物體要適當固定,尤其水下切割時應特別注意,防止砸傷或損傷供氣管及電纜。
(3)下潛前,在水上,應對焊、割設備及工具、潛水裝具,供氣管和電纜、通訊聯絡工具等的絕緣、水密、工藝性能進行檢查試驗。氧氣膠管要用1. 5倍工作壓力的蒸汽或熱水清洗,膠管內外不得粘附油脂。氣管與電纜應每隔.5m綑紮牢固,以免相互絞纏。入水下潛後,應及時整理好供氣管、電纜和信號繩等,使其處於安全位置,以免損壞。
(4)在作業點上方,半徑相當於水深的區域內,不得同時進行其它作業。因水下操作過程中會有未燃盡氣體或有毒氣體逸出並上浮至水面,水上人員應有防火準備措施,並應將供氣泵置於上風處,以防著火或水下人員吸入有毒氣體中毒。
(5)操作前,操作人員應對作業地點進行安全處理,移去周圍的障礙物。水下焊割不得懸浮在水中作業,應事先安裝操作平台,或在物件上選擇安全的操作位置,避免使自身、潛水裝具、供氣管和電纜等處於熔渣噴濺或流動範圍內。
(6)潛水焊割人員與水面支持人員之間要有通訊裝置,當一切準備工作就緒,在取得支持人員同意後,焊割人員方可開始作業。
(7)從事水下焊接與切割工作,必須由經過專門培訓並持有此類工作許可證的人員進行。
防火防爆安全措施
(1)對儲油罐、油管、儲氣罐和密閉容器等進行水下焊割時,必須遵守燃料容器焊補的安全技術要求。其他物件在焊割前也要徹底檢查,並清除內部的可燃易爆物質。
(2)要慎重考慮切割位置和方向,最好先從距離水面最近的部位著手,向下割。這是由於水下切割是利用氧氣與氫氣或石油氣燃燒火焰進行的,在水下很難調整好它們之間的比例。有未完全燃燒的剩餘氣體逸出水面,遇到阻礙就會在金屬構件內積聚形成可燃氣穴。凡在水下進行立割,均應從上向下移,避免火焰經過未燃氣體聚集處,引起燃爆。
(3)嚴禁利用油管、船體、纜索和海水作為電焊機迴路的導電體。
(4)在水下操作時,如焊工不慎跌倒或氣瓶用完更換新瓶時,常因供氣壓力低於割炬所處的水壓力而失去平衡,這時極易發生
回火。因此,除了在供氣總管處安裝回火防止器外,還應在割炬柄與供氣管之間安裝防爆閥。防爆閥由逆止閥與火焰消除器組成,前者阻止可燃氣的回流,以免在氣管內形成爆炸性混合氣,後者能防止火焰流過逆止閥時,引燃氣管中的可燃氣。
換氣瓶時,如不能保證壓力不變,應將割炬熄滅,換好後再點燃,或將割炬送出水面,等氣瓶換好後再送下水。
(5)使用氫氣作為燃氣時,應特別注意防爆、防泄漏。
(6)割炬點火可以在水上點燃帶入水下,或帶點火器在水下點火,前者帶火下沉時,特別在越過障礙時,一不留神有被火焰燒傷或燒壞潛水裝具的危險,在水下點火易發生回火和未燃氣體數量增多,同樣有爆炸的危險,應引起注意。
(7)防止高溫熔滴落進潛水服的折迭處或供氣管,儘量避免仰焊和仰割,燒壞潛水服或供氣管。
(8)不要將氣割用軟管夾在腋下或兩腿之間,防止萬一因回火爆炸、擊穿或燒壞潛水服,割炬不要放在泥土上,防止堵塞,每日工作完用清水沖洗割炬並涼乾。
防觸電安全措施
(1)焊接電源須用直流電,禁用交流電。因為在相同電壓下通過潛水員身體的交流電流大於直流電流。並且與直流電相比,交流電穩弧性差,易造成較大飛濺,增加燒損潛水裝具的危險。
(2)所有設備、工具要有良好的絕緣和防水性能,絕緣電阻不得小於1M。。為了防海水、大氣鹽霧的腐蝕,需包敷具有可靠水密的絕緣護套,且應有良好的接地。
(3)焊工要穿不透水的潛水服,戴乾燥的橡皮手套,用橡皮包裹潛水頭盔下領部的金屬鈕扣。潛水盔上的濾光鏡鉸接在盔外面,可以開合,濾光鏡塗色深度應較陸地上為淺。水下裝具的所有金屬部件,均應採取防水絕緣保護措施,以防被電解腐蝕或出現電火花。
(4)更換焊條時,必須先發出拉閘信號,斷電後才能去掉殘餘的焊條頭,換新焊條,或安裝自動開關箱。焊條應徹底絕緣和防水,只在形成電弧的端面保證電接觸。
(5)焊工工作時,電流一旦接通,切勿背向工件的接地點、把自己置於工作點與接地點之間,而應面向接地點,把工作點置於自己與接地點之間,這樣才可避免潛水盔與金屬用具受到電解作用而致損壞。焊工切忌把電極尖端指向自己的潛水盔,任何時候都要注意不可使身體或工具的任何部分成為電路。
研究趨勢
(1) 由於每種焊接方法(濕法,局部乾法,乾法)都有其各自的優點和適應場合,因此,多種水下焊接方法並存的局面會長期存在。
(2) 濕法水下焊接的質量主要受水下焊條、水下藥芯焊絲等因素的影響和制約,英、美等國已發展了多種高質量的水下焊條,我們也應該加快開發研製高質量水下焊條、水下藥芯焊絲。通常濕法焊接的水深不超過100m,目前的努力方向是,實現200m水深濕法焊接技術的突破。
(3)基於先進技術,對焊接過程進行監控的研究已經取得某些進展,主要體現在水下乾法和局部乾法焊接中的自動化和智慧型化。例如遙測遙控技術已經在水下焊接中取得了初步套用,採用遙控遙測技術,可以實現水下安裝檢測中的焊接加工,目前已在水下管道安裝維護中取得進展,最近華南理工大學的廖天發等人採用VC++編程實現了串口通訊(SPC),用於遠程控制水下焊接焊前的焊縫對中以及焊接過程中的焊縫跟蹤。自動化的軌道焊接系統和水下焊接機器人系統,能對焊接過程自動監控,焊接質量好,節省工時,而且還能減輕潛水員的工作強度。但是目前的水下焊接機器人系統還存在許多問題,其靈活性、體積、作業環境、檢測和監控技術以及可靠性等還有待於進一步發展和提高,這是目前我們的努力方向。
(4) 模擬技術的出現及發展,為焊接生產朝著
“理論—數值模擬—生產”模式的發展創造了條件,使焊接技術正在發生著由經驗到科學、由定性到定量的飛躍。目前陸上焊接過程的溫度場、流場以及熔池、焊縫應力等的模擬取得了較大進展,焊接電弧的模擬也有一定的研究,但對水下焊接的模擬研究還比較滯後。德國的Hans-Peter Schmidt 等人對電流在50-100A範圍內,壓力0.1-10Mpa,鎢極氬保護情況下的水下高壓焊接電弧進行了模擬研究,用數學方法解守恆方程得出了溫度、速度、壓力和電流的分布。其中電弧溫度的測量結果與理論分布吻合良好。隨著海洋石油和天然氣工業的發展以及我國海洋工程向深海的挺進,應當重視和加快針對水下焊接這方面的數值模擬研究。目前我們也正在著手進行高壓環境下焊接電弧的數值模擬這方面的研究工作。
(5)計算機仿真是一項很有用的技術,它在焊接工藝的制定、焊接設備的研製以及控制系統的改進等方面的研究中都有套用。 Dag.Espedalen等人對高壓乾法水下焊接進行了仿真技術研究,首先利用SolidEdge建立焊接艙和焊接機器人的3D模型,然後再轉化為I-grip運動模型,編制合適的控制程式,整個海底管道維修操作過程就演示出來。通過焊接仿真,有助於構思新方案,並能提前發現存在的問題,這也是我們以後應當研究的一個領域。
注意事項
(1)焊割炬(槍、把)在使用前應作絕緣、水密性和工藝性能等方面的檢查,需先在水面進行試驗。氧氣膠管使用前應當用1.5倍工作壓力的蒸汽或水進行清洗,膠管內外不得粘有油脂。供電電纜必須檢驗其絕緣性能。熱切割的供氣膠管和電纜每0.5m間距應綑紮牢固。
(2)潛水焊割工應備有無線通信工具,以便隨時同水面上的支持人員取得聯繫,不允許在沒有任何通訊聯絡的情況下進行水下焊割作業。潛水焊割工人入水後,在其作業點的水面上半徑相當於水深的區域內,禁止進行其他作業。
(3)水下焊割前應查明作業區的周圍環境,熟悉作業水深、水文、氣象和被焊割物件的結構形式等情況。應當給潛水焊割工一個合適的工作位置,禁止在懸浮狀態下進行焊接操作。一般潛水焊割工應停留在構件上或事先設定的操作平台上。
(4)在水下焊割開始操作前應仔細檢查、整理供氣膠管、電纜、設備、工具及信號繩等,在任何情況下,都不得使這些裝備和焊割工本身處於熔渣濺落和流動的路線上。應當移去操作點周圍的障礙物,將自身置於有利的安全位置上,然後同水面人員聯繫並取得同意後方可施焊。
(5)水下作業點所處的水流速度超過0.1~0.3m/s,水面風力超過6級時,禁止水下作業。
