![武士刀[兵器]](/img/a/81c/nBnauM3X3cjN2gDM4UTM3IDN0UTMyITNykTO0EDMwAjMwUzL1EzLwYzLt92YucmbvRWdo5Cd0FmLzE2LvoDc0RHa.jpg "武士刀[兵器]")
武士刀介紹
自古以來作為武器的同時以其優美的造型著稱,很多名刀被當作美術品收藏,並寓含著武士之魂的象徵意義。與其他國家的刀類不同、日本刀最大的一項特點就是在外形裝飾之外刀體本身展現出藝術感。在日本制刀人被稱作“刀工”、“刀匠”、或“刀鍛冶”。
發展歷史
發展歷史
日本刀的形態,從平安後期,經過鎌倉、南北朝、室町、安土桃山、江戸初期,中期,幕末的推移,出現了很大的變化。主要表現為從直刀到彎刀的的轉變,直刀適合扎刺,彎刀適宜揮斬,之所以出現這樣的轉變主要是戰鬥樣式的變遷造成的,從平安末期開始,為適合馬上作戰,刀具不斷被改良。
日本刀的製作,從平安後期到鎌倉時代,出現了大和國,備前國,山城國,相模國,美濃國五大中心、各地名匠輩出。
上古時期
日本古墳時代中期(200年-771年)已經出現鐵制刀劍,當時的原料以煉鐵為主。譬如崎玉具的稻荷山古墳和島根具的造山古墳都有鐵劍出土。從稻荷山古墳出土的“金錯銘鐵劍”製作於公元471年,是為紀念服侍雄略天皇的功績而作,刀上刻有115個漢字。這個時代的刀劍多已銹蝕。
平安時代末期之前的刀劍被歸類為 上古刀,刀形有別於現在常見的日本刀,或為直刃,或帶雙鋒。上古刀極為罕見,是重要的考古材料。
日本刀源自於大陸的環首刀,同時結北海道阿依努人的蕨手刀,屬於日本原創,其發展歷程:蕨手刀(彌生時代末,古墳時代-平安時代初期)——毛拔形蕨手刀——毛拔形太刀——太刀——太刀,打刀,肋差,短刀。
現在遺留下來的平安時代初期的刀劍數量相當稀少,其原料改為略經粗煉過的銑鐵,外觀則依舊保持棒形。學術於日本刀風格的變遷,以及日本是何時怎樣創造出獨特的彎刀等疑問,還未能充分說明。普遍認為,平安時代中期(10世紀左右)承平之亂和天慶之亂發生以後,直刀逐漸轉變為彎刀。同時,製作工藝也由 平造轉為類似菱形的 鎬造刀。製作工藝的改進使日本刀更加堅固而且鋒利。這一過渡期的典型的樣式是刀身刀把為整塊鐵打制而成的“毛拔形大刀”以及帶有 鋒兩刃構造並有彎曲刀 反的“小烏丸”型刀,毛拔形大刀以伊勢神宮所藏傳為藤原秀鄉使用過的一把最為著名。
太刀時代
畫家筆下,三條宗近在狐狸的幫助下打造小狐丸的情景。
一幅描繪江戶時代制刀情景的版畫
平安時代後期,尤其是武士勢力最活躍的“前九年之役”和“後三年之役”時期,武士門第勢力增大,由此日本刀有了大發展。如出產優質鐵礦砂的伯耆國和備前國,還有作為政治文化中心的山城國,大和國等地,出現了不同流派的刀工,這個時候的日本刀主要被用於馬上決戰,所以多為太刀。這一時期的代表作品有源賴光在大江山斬了“酒吞童子”的“童子切”(伯耆國的安綱制,日本國寶),和傳說讓狐狸幫忙打造過的“小狐丸”(山城國的三條宗近制,二戰時被毀)。除了安綱以外,山城(今京都)的三條小冶宗近,古備前友成等,被認為是現存刻有製作者名字作品的最古的刀工。
平安時代太刀特徵為:鎬造,庵棟(いおりむね,Iorimune),小切先,京反,前窄後寬,刀形優美。
鎌倉時代初期日本刀與平安時代末期相似,鎌倉幕府的武家政治體制的確立,使刀劍界十分活躍。後鳥羽上皇甚至設定了御番鍛冶,月月召刀工鍛刀,積極的鼓勵制刀。
鎌倉時代中期,由於重視使用性的結果,刀幅寬,整體寬窄變化小。刀鋒為豬首切先,品質實在刀風剛健。此時短刀製作開始繁榮。
鎌倉時代末期,兩次元軍入侵以及原有政治體制的崩潰帶來的社會大動亂,使得制刀業繁榮。這個時期的日本刀比鎌倉中期風格更加豪放。繼承和發揚了刀幅廣,刀體寬窄變化小的特點,切先也更長了。短刀,刀,太刀都同樣的出現比其他時期更長的特點。
南北朝時代,大量出現了和以往不同的稱為大太刀,野太刀的大型刀。
室町以後
室町時代中期以後,日本刀由刀刃向下佩帶的太刀轉為刀刃向上佩戴的打刀。由於,轉入了和平時期,日本國內刀劍需求量降低,日本刀開始作為貿易品大量生產,因此日本刀的品質開始下降。由應仁之亂再度引發的戰亂,刀劍的需求量又再度膨脹,為適應需求出現了大量的粗製濫造品,使得日本刀的品質更加下降了。
到了江戶時代,江戶(今東京),大坂(今大阪)各地鍛造業繁榮,各地名刀工湧現。隨著太平盛世的持續,日本刀開始盲目追求華美的刃文,漸漸離實用性的本質脫離。另外,這個時代開始鐔、小柄、目貫、笄等刀具裝飾開始發達。
幕末期的騷亂開始後,以水心子正秀等為中心的主張古刀鍛鏈法復元派,再度將實戰性強的日本刀製作法發揚。此後的刀被稱為新新刀(新々刀)。正當制刀開始再度繁榮之時,明治維新展開了,1873年開始禁止武鬥,1876年禁止警察,軍人以外的人帶刀的廢刀令出台,日本刀急速衰退。現代則作為一項傳統工藝,古式制刀法仍在各地流行。
根據歷史的記載,葡萄牙人在日本戰國時代(註:自西元1467年[應仁之亂]起,至1590年豐臣秀吉統一日本為止)初期,首先將西洋文明傳至日本。相反的,日本文化卻因江戶時期(註:指由德川家康所創的德川幕府時代,從西元一六〇三年到一八六八年止)德川幕府實施[鎖國政策]的影響,遲至十九世紀初纔被介紹到歐洲。
當時最令歐洲人訝異與感興趣的乃是浮世繪(即風俗畫)和日本刀(即武士刀),因為這兩樣東西的藝術韻味及製作技法,均遠遠逾越西洋人的想像領域。浮世繪因對日後在法國興起的印像畫派,產生了相當大的影響而廣為人知,可是武士刀卻在人們先入為主的偏差觀念下,一直被視做單純的殺人工具而被冷落一旁,甚至延至今日,一般人仍對它持有一股莫名的畏懼感。
實際上,在西元一八七六年明治天皇頒布[廢刀令]以前,武士刀除被用做護身的武器外,同時還被日本人視為像征民族傳統精神的一項靈器。現在,雖然它已不再具備實用的價值,但不可否認,它在日本民族美的意識演變過程中,仍居有相當重要的地位。
劍有雙刃適於戮、刺,而日本刀僅一刃,因此兩人對峙時,必得用雙手握刀以砍、劈的方式禦敵,所以一把保存良好的日本刀需具備三個基本條件,即刀口沒有碎裂、刀身沒有彎曲變形、鋒芒依舊銳利,但足以令這把刀永垂不朽的還在於符合美學、工藝的流線設計。
千錘百鍊始成好刀,日本刀以造型和長度,分成太刀、打刀、脅差及短刀。太刀及打刀長在六十公分以上,平安時代(十二世紀)末期到室町時代初期,流行佩戴太刀於馬上或儀仗典禮;室町時代中期(十五世紀後半)到江戶時代末期(十九世紀中葉),則開始使用打刀,刀長在三十公分與六十公分之間者則稱做‘脅差’;三十公分以下則稱做短刀。
![武士刀[兵器]](/img/e/d5a/wZwpmLyUzM2ADMzUDOwMDN0UTMyITNykTO0EDMwAjMwUzL1gzLwQzLt92YucmbvRWdo5Cd0FmLxE2LvoDc0RHa.jpg) 武士刀[兵器]
武士刀[兵器]成就一把好刀需要經過不斷的冶煉:高溫加熱反覆摺疊、錘平,尤其為使刃口更為堅銳,採用局部淬火。而且通過改變鋼製結構的方法解決了幾千年來不能韌性和硬度兼顧的難題。如何鑑賞一把好刀?通過外表來窺探刀的品質,最顯著的是通過摺疊鍛造而產生的天然紋路---地肌。又稱驚濤駭浪紋。曲度必須幽雅,也就是所謂的刀姿,同時造型勻稱、另外刃文也很講究,就連與之匹配的刀鐔,刀鞘質感與圖案、纏繞刀柄迴旋繩線的特殊設計,都極盡考究,所以儘管鍛造方法人人皆知,但只有極少數名家精心冶煉的刀,才會被武士真心接納為肢體的一部分,並為其後世子孫代代相傳下來。
刀體結構
一,頭∶刀柄頭部蓋子,柄上絲繩在‘頭’面打結,多為銅鐵等金屬製品。
二,柄卷∶纏繞於刀柄上的絲繩,其作用在固定面的‘中心’並使刀柄益於手握不易脫落。
三,刀∶柄上的裝飾品絕大多數金屬製品,做工精細,在日本金屬工藝領域是收藏家的最愛。
四,鐔∶或稱鍔,即現代所通稱的護手或劍格。作用與護手同,除保護手掌外也是拔刀時必用的部位,同時也是刀裝飾最講究的配件,與目貫同樣是收藏家心目中別有一番天地的收藏重點。
五,粟形∶刀繫於腰部時固定刀鞘防止滑落。多為木製或角制。
六,下緒∶刀叉於腰部時將下緒尾端結在腰帶上。防止刀鞘滑落、材質多為絲製。
七,鐺∶刀鞘尾部護套,多為金屬制或角制。
八,柄鮫∶包裹在刀柄上的鮫魚皮,國內俗稱鯊魚皮。該魚原產於南洋一帶,成長的魚長約一尺半左右,皮革表面滿布突出狀的細石顆粒使柄卷易於纏繞在刀柄上,鮫皮自古價格不廉,卻被武士所喜愛且爭相搶購。
九,笄∶固定刀刃與裝飾用,又可當髮簪與耳鈀,絕大多數是銅或銅合金製品。
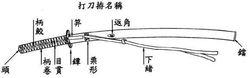 武士刀結構
武士刀結構十,返角∶防止刀鞘突出落地之裝置,多為木,角器,如為金屬製品則稱‘責金’。但並非每刀都有此配件。
武士刀類型
按時代劃分
 唐朝橫刀
唐朝橫刀上古刀(じょうことう,Jyoukotou):通常不列入日本刀之列,指的是古刀之前的刀。以直刀為主,大刀等偶爾可見刀反。 古刀(こどう,Kodou):指慶長以前的日本刀。室町時代中期以前主要是太刀。
新刀(しんとう,Shintou):慶長以後的刀。
新々刀(しんしんとう,Shinshintou):依據水心子正秀提倡所製作,使用古刀鍛造法的刀,另有諸說,概指18世紀末到19世紀初,幕末時期的日本刀。
現代刀(げんだいとう,Gendaitou):也有諸說,概指1876年日本頒布廢刀令以後所制刀。
昭和刀(しょうわとう,Syouwatou):作為美術刀劍的日本刀範疇外的一種,是主要用於軍刀的兵器用刀。有多種製法。
按形狀分類
 武士刀
武士刀各種日本刀,擺放方向不同,是因為銘文鑿刻的方向不同。
太刀(たち,Tachi),刀刃長度在80厘米以上,刀身彎度亦較高。太刀沒有硬性規定的佩帶方式,不過,為了方便騎兵抽刀砍殺地面上的敵人,太刀一般會以邊鋒朝下的方式佩帶,並吊在腰帶以下。日本刀都分正反面,太刀的正面是右面。銘的位置是關鍵,若切先上指,將刃視作刀劍的前方,太刀的銘就在刀身的右面。 毛抜形太刀:莖兼柄(つか,Tsuka)之功用的太刀,存在於由直刀到彎刀的過渡期。
小烏丸形太刀:從刃區到物打屬鎬造,鋒為雙刃。稍有弧度,是直刀到彎刀的過渡期的一種刀。
刀(かたな,Katana)又稱打刀(うちかたな,Uchikatana),一般較太刀為短,刀身彎度亦較低。為求達到最快的拔刀速度,傳統上刀會以邊鋒朝上的方式佩帶,刀鞘插在腰帶里。若切先上指,將刃視作刀劍的前方,銘就在刀身的左面。所以刀的正面也就是左面。按現代分類指刀刃長度(刃長:切先到棟區的直線距離)60厘米至80厘米的刀。
脅差(わきざし,Wakizashi)又稱脅指,指刀刃長度30厘米至60厘米的刀。 短刀(たんとう,tantou)桅刀刃長度在30厘米以下的刀。另外,30cm以上但是沒有刀反的平造製法製成的刀,通稱寸延也常被歸為短刀。
刀裝相關配件
 武士刀
武士刀日本刀的刀裝十分講究,不同時期不同種類有不同裝飾。如毛拔太刀“存”(日本漢字),兵庫鎖太刀存、衛府真之太刀存、革包太刀存、歌仙存、武藏存等。歷史上藤原忠行的絲卷太刀,為古代有特點的武將刀裝。根據刀裝的不同,武士們攜帶的方式也是不同的。這也無怪乎在影視劇或動漫中看到如此之多的武士配刀方式。
刀柄
刀握在日文中稱“柄”,柄在使用上必須有良好的握感。刀的運用最難掌握的就是威力和速度兼顧,威力大者速度慢,速度快者威力不足,兩者相互抵制,因此柄的設計對於刀的功能是否能充分發揮具有關鍵作用。一把刀同時有幾隻刀柄是常有的事,而武士們為了搭配不同的服裝或出席不同的場合而更換刀柄則是當時的時尚風格,刀柄的內涵充分顯示出武士精神統御的思想層次。
其他刀裝配件
日本刀的刀裝配件還包括鞘、小柄、笄、緣、頭、目貫、鐔等。
其中以鐔(つば,Tsuba)為主要配件,鐔相當於一般的劍格或護手,其作用是:
出刀與收刀的開關。
格鬥時保護手掌與手腕。
 武士刀
武士刀顯示社會地位尊榮,高貴的象徵。 安土桃山時代以前著重實用性,即前兩項,以後則著重裝飾性,即第三項。
鍛造過程
 武士刀
武士刀日本刀在製法上集合了相當高的技術,總體來說需要經過刀工制刃、淬火、打磨之後,由刀工配白木柄鞘以保存刀刃待售之用,而刀柄、鞘、鐔等刀裝為另一行當,由專門的金工(鍔工)裝飾,且各有名師。日本歷史上的刀工各有派系,還有的是幕府、大名的專屬工匠。詳細步驟如下:
煉鋼
日本刀的材料鋼,被稱作和鋼(わこう,Wakou)或玉鋼(たまはがね,Tamahagane)。玉鋼以日本傳統土法煉成。這是一種低溫煉鋼法,爐溫不超過1000℃。此法看似原始,但相比近代的高溫煉鋼法,能煉出品質純良的好鋼。不過高溫煉出的鋼材較軟,易打造成形,而低溫煉出的鋼材較硬,較難打造,可以說製作日本刀是人力密集型的工事,是以血汗換取的品 質。根據不同地區,不同的流派,所用鋼材成分多少會有差異。大體上玉鋼所含成分如表所示。
玉鋼成分表(二戰時期:
鐵 98.12% - 95.22%
碳 3.00% - 0.10%
銅 1.54%
錳 0.11%
鎢0.05%
鉬0.04%
鈦 0.02%
矽 不定
其他 微量
丸鍛
 武士刀
武士刀“丸鍛”是日本刀鍛造過程中的重要工序,即制刀的第一步。即是指刀工將鋼料加熱至赤紅而進行捶打鍛造,鋼塊捶打開後再摺疊起來捶打,如此反覆,使鋼料得以延展。通常少則捶打7、8次,多則達20、30次,每次都要捶打上百錘。例如錘打到第10次,就會有1024層的鋼材。通過這一步驟,可將鋼中硫等雜質和多餘的碳素等清除,以增鋼材彈性與韌性。這就好比揉面一般,捶打的層數越多,鋼材中的碳和各種成份就會更加均一 ,鐵晶體也會更細緻,最終鍛造出來的鋼材品質均一、達數千層,十分強韌,最終成為質地均勻的鋼料。日本刀上那些特有的花紋就是這樣錘打出來的。錘鍛的方法有很多,如十字鍛、摺子木鍛、短冊鍛、木葉鍛等,紋樣各異。
水減
 武士刀
武士刀即淬火工藝,淬火即所謂的熱處理,日本稱為水減(みずへし,Mizuheshi)。從現代材質學的角度來看,這個步驟算是刀匠控制鋼材含碳量的手法。
刀工將加熱後的和鋼錘打成扁平的厚度為約5mm的薄片。看似簡單的工序,其實不然,為了控制鋼材的含碳量 ,加熱次數有嚴格限制;而且和鋼的硬度在其續漸冷卻時會有所改變。只有有經驗的刀工才能準確把握施錘力度的變化,在限定的加熱次數下將玉鋼打煉成厚薄均一的薄片。
鋼片成形後,刀工會用水將其急速冷卻。可使鋼多餘的含碳部分剝離。使刀身具有良好彈性,刀口堅硬不易缺口。刀匠要對鋼片的溫度和用水的份量有極準確的把握,才能夠得到含碳量合適的材料。
鋼材搭配
 武士刀
武士刀日本刀的造形不論刀尖或整個刀身是以“圓”為基礎造型,刀身之所以為弧形主要是鋼材的搭配以及淬火所造成的。首先,刀工以碳素含量多而硬的刃金(はがね,Hagane)、皮鉄(かわがね,Kawagane),將碳素含量少而質軟的心鉄(しんがね,Shingane)包裹起來,日語稱做造込(つくりこみ,Tsukurikomi),這樣的雙重構造是日本刀的一大特點。外側的刃金和皮鉄使得刀鋒利而且有適當的硬度不至於彎折。此後的燒入階段以碳素量和焼入的冷卻速度控制刀尖和其他的部分的體積膨脹量的差,從而使刀尖產生強烈的壓縮應力,使得刀更不易破損,並且形成彎刀的弧度。
素延
將刀的形狀捶打延長成長條形,叫做素延(すのべ,sunobe),在這個階段基本出現刀的雛形。這一步完成後,刀工會將最前端部分切掉,來製作刀尖。
燒入
 武士刀
武士刀“淬火”最後一道火鍛工序。刀工先用粘土、木炭粉和磨刀石的粉末調製出燒刃土(やきばつち,Yakibatsuchi) ,再將成形的刀身用燒刃土包封。刃的用土較薄,鎬地和棟的用土較厚。基本上, 燒刃土的分布可以由完成品的刃文看出一些頭緒。不同的流派燒刃土的成份和調製方法亦有不同。封好的刀身會被放到 750℃ - 760℃的爐火之中。刀工憑經驗由火焰的顏色判斷爐內溫度,若溫度超過800℃以上,就會影響刀的強度。經過特定的加熱時間,刀匠就會刀再放到水中急速冷卻,進行另一道淬火工序。通過此步驟刀變得更硬更鋒利,刀身產生弧度,刀的表面生成一層非常堅固的“馬登斯晶體”或稱“麻田散體” (Martensite)。所謂馬登斯晶體(麻田散體)簡言之,即是高溫晶體結構因為急冷的緣故,使得碳原子被鎖緊在晶粒中而產生“亞穩”(Metastable) 的狀態,所以晶體之間存在很大的內在張力,造成"堅硬"的效果 。而經過此步驟在刀刃與刀面的邊界處產生出如同灑上銀沙般的顆粒狀紋樣,日語稱做沸(にえ,Nie)。整體來看,這些細小的白點形成白霧一般的線條,稱作匂(におい,Nioi),是鑑賞一把日本刀品質的重要依據。
由於這一步驟,技術要求非常高,稍有閃失,可能造成刀身崩裂,將對整把刀構成致命的損傷。另外即使勉強成形,也可能無法產生美麗的紋樣。為了減少失誤,現在刀工多用油來進行燒入的步驟。
收尾
此時刀已基本成型,需要開始轉入更細緻的深加工。
鍛冶押
調整完成焼入的刀的彎曲度、刀工進行粗略的削制。此時檢查修整細小的瑕疵、刀體形狀等進入最終調整階段。
刀莖
 武士刀
武士刀為安裝刀把而留出的部分,日語稱為莖(なかご,Nakago),也可以寫成中心,中子。刀工調整莖的形狀、開一個鑲嵌刀柄時使用的目釘穴(めくぎあな,Mekugiana)。並且刻上鑢目(やすりめ,Yasurime)。這個部分容易生鏽,根據銹跡可大致判定刀的年代。
銘切
一般刀工在最後將自己的名字、住所、製作年月銘刻在莖上。嚴格講,銘是被利器 "切" 在或 "鏨" 在莖上的。一般的,在表面銘刀工名和住所(佩刀時向外一側為表)、內側銘製作年月和持刀者名,但是例外也很多見。
以上步驟完成後,刀工的工作到一段落,研磨、造鞘、裝飾、卷柄等工序另有專人負責,不屬於刀工的工作範圍。
結構
鍛造,反,鑢目,切先,帽子,刃文,為武士刀的主要組成部分。
鍛造種類
| 造込的種類 | ||
| 鎬造(しのぎづくり,Shinogidukuri) | 又稱 本造(ほんづくり,Hondukuri),最常見的日本刀造型。被認為是由切刃造進化而來。 | |
| 平造(ひらづくり,Hiradukuri) | 刀身有如平面一塊,沒有可見的 鎬筋和 橫手,短刀,小脅差常有的造型。無鎬。平造打刀在室町時代中期到末期之間也有極少數見 。 | |
| 片鎬造(かたしのきづくり,Katashinokidukuri) | 單斜面開鋒,一面為鎬造、一面為平造。 | |
| 切刃造(きりはづくり,Kirihadukuri) | 鎬更朝向刀鋒的方向的造型。上古刀中常見。 | |
| 鋒雙刃造(さっきもろはづくり,Sakkimorohadukuri) | 刀前端附近的部分,像劍一樣為雙刃。可以占去半個刀身。 | |
| 菖蒲造(しょうぶづくり,Syoubudukuri) | 將鎬造的橫手部分去除後的造形。形似菖蒲葉,由此得名。短刀中常見。 | |
| 冠落造(かんむりおとしづくり,Kanmuriotoshidukuri) | 刀身上半段的鎬地被削薄為 菖蒲造的形態 連切先亦被削薄。 | |
| 鵜首造(うのくびつくり,Unokubitsukuri) | 類似冠落造,不過切先保留原來的厚度。形似鵜細長的脖子、由此得名。 | |
| 兩刃造(もろはづくり,Morohadukuru) | 雙刃、刀鋒向上。室町時代中期以後以短刀常見。 |
反的種類
 武士刀
武士刀日本刀呈現弧度的部分稱反(そり,Sori),反在刀體的位置,隨著時代的推移,有由刀後方向前推移的趨勢。反的類型主要有以下幾種。腰反(こしぞり,Koshizori) 刀反的中心位置位於鋒與棟區的中心略下方的位置。平安時代末期到鎌倉時代初期的太刀常見。
中反(なかぞり,Nakazori)、華表反(とりいぞり|Toriizori) 刀反的中心位於鋒與棟區幾乎中心的位置。鎌倉時代中期以後常見。
先反(さきぞり,Sakizori) 鑢目和莖 反的中心在鋒與棟區的中心偏上方的位置。室町時代以後打刀常見。
內反(うちぞり,Uchiizori) 一般的日本刀都是向著棟的方向製造出弧度、此為相反在刃的方向彎曲。鎌倉時代的短刀常見。
鑢目種類
鑢目(やすりめ,Yasurime)指的是刀工在莖上刻下的紋樣,為的是增強摩擦而使刀柄不易脫落。按地方,時代,流派的不同鑢目也不同、是日本刀鑑定的一大根據。具體種類如下。
勝手下鑢, 化妝鑢, 鎬筋違鑢, 鷹之羽鑢, 筋違鑢, 大筋違化妝鑢, 檜垣鑢, 橫切一文字鑢等
切先種類
日語稱為 切先或 鋒(きっさき,Kissaki)也就是刀鋒的意思。刀尖與刀身的分界線稱為 橫手(よこて,Yokote)。有別於世界各地的刀劍製法,日本刀的切先和刀身其他部分各有獨立的鍛鏈步驟,一絲不苟。不同的時代,又各種不同的切先設計。觀察切先的形狀,就可以對刀劍的生產年份作出初步的估計。具體有 大切先, 中切先, 小切先, 豬首切先等。
帽子種類
帽子(ぼうし,Boushi),又稱 鋩子,指的是刀最前端的“切先”部分的“刃文”,這個部分的大小形狀,以及燒制的刃紋等都能明顯表現出個個不同的刀工和不同時代的特徵,是非常重要的一個鑑別部位。 帽子的燒刃形狀里有很多種類。刀工鍛造切先的時候,鋼材處於高溫狀態。焠火後 “鎬”的部分遇冷收縮,“刃”的晶體卻會彭脹 ,所以“帽子”會向“棟”的方向返縮。返縮的程度以“深淺”來形容,較深的形容為 深(ふかい,Fukai),較淺的而帶有急異的收勢則形容為 堅止(かたくとめる,Katakutomeru)。此外,較大的稱為 大丸(おおまる,Oomaru), 返縮弧度較少的則稱為 小丸(こまる,Komaru)。
掃掛(はきかけ,Hakikake), 形狀有如被掃帚擦過的痕跡。 亂込(みだれこみ,Midarekomi),帽子如亂刃。 燒詰(やきつめ,Yakitsume),因為焠火縮脹而向後返縮。 地藏(じぞう,Jizou),頂端渾圓 形似地藏菩薩。 火焰(かえん,Kaen),形如火焰。 尖(とがり,Togari),頂端呈尖形。 等各種名稱。
刃文種類
| 刃文一覽表 | |
| 掃掛(はきかけ,hakikake) | 像是用毛筆沿著燒刃掃過的痕跡。 |
| 金筋, 稲妻(きんすじ,Kinnsuji;いなづま,Inazuma) | 含有大量馬登斯晶體的線狀紋,“沸”集中時有很高的反光度。若線狀紋多彎呈閃電形,則稱為稻妻。 |
| 打のけ(うちのけ,Uchinoke) | 映出像三日月一般強光的短亂線。 |
| 小足(こあし,Koashi) | 燒刃的邊界線延伸到刀刃的狀態。 |
| ほつれ(Hotsure) | 燒刃的線綻開,成為多重的狀態。 |
| 二重刃(にじゅうば,Nijyuba) | 燒刃的線是兩重的形狀。也有三重刃的狀況。 |
| 逆足(さかあし,Sakaashi) | 小足向上方延伸的狀態。 |
| 飛焼(とびやき,Tobiyaki) | 刃文偏開了刃的部分,跑到“捷運”上去的樣子。如果在“棟”上的話則成為“棟燒”。 |
| 葉(よう,You) | 在刀刃上明顯的劇烈煅燒痕跡。 |
| 灣れ(のたれ,Notare) | 燒刃線呈微曲狀。 |
| 砂流(すながし,Sunagashi) | 因像水中流沙而得名。“沸”比較多,像是在燒刃中裂開來似的。 |
| 丁子(ちょうじ,Tyouji) | 刃文的一種形狀。因像丁香的種子而得名。 |
| 互目足(ぐのめあし,Gunomeashi) | 不同刃文相互重疊。 |
武士刀保養
 武士刀
武士刀第一步:
準備相關用具
必備的有:
打粉棒,目釘拔,丁子油 (御刀油),棉布,奉書紙
選配的有:
刀枕,竹籤 (用免洗筷代替)
一、拔除目釘
目釘是用竹子、牛角或象牙等等材質做成,目的是固定刀,所以必須拔除。大多日本刀只有一個目釘,現在的武用刀為了安全,大多會有兩個目釘。 正統的目釘,方向都是固定的,從有目貫的那一端用目釘拔用力一推,就可以退出目釘,但是我注意到現在的刀就不一定了。 這種小細節都沒注意到,實在很可惜。所以拔除目釘的時候,仔細看,一端比較大,另一端比較小,從小的那一端推,就可以退出目釘。 有些目釘非常緊,這時候就要利用輔助工具,像圖中那樣用敲的,退出目釘。
二、拆卸刀柄
拆卸刀柄時注意刀刃要朝前方,否則會發生危險。日本刀非常鋒利,稍有不慎,會造成嚴重傷害。
首先,右手緊握刀柄,左手握拳,大約舉高到右手上方30公分的高度,對準持刀的右手的虎口處,用適度的力道捶下。捶下右手的虎口處,會聽到清脆的金屬聲,那是切羽以及刀鐔以及刀莖相互撞擊的悅耳聲,同時表示您成功了。 刀莖 (中心) 會跳出刀柄,你只要用左手的兩根指頭捏住刀身,就可以輕輕鬆鬆的將刀抽出來。
三、打粉
打粉的成分,包含了動物骨粉、極細的磨石粉等等。打粉的目的是為了清除刀身上的舊油。
左手握住刀莖的部位,刀刃朝向前方,右手持打粉棒,輕輕的敲在刀身上,大約均勻的間隔三到五次即可。 個人的經驗是:如果舊油比較多,可以多打幾次粉,將粉平均撲在刀身表面,並停留一段時間,讓粉吸收油份。 打粉的吸油能力很強。
四、抹除打粉
有聽過打粉可以磨亮刀身的說法,如果用品質不佳的打粉,可能會不慎將刀身刮傷,所以打粉的使用,除了小心之外,還必須注意品質。 所以關於磨亮刀身的說法還必須請有經驗的前輩指導,在這裡還是建議大家輕輕的用奉書紙抹除打粉。 抹除的時候請注意:必須單向的輕輕擦除,不可猛力的來回擦拭,否則刀身會嚴重刮花。 通常打粉、抹除這個步驟需要進行二到三次才能將舊油徹底清除乾淨。
五、賞刀
清除舊油的刀乾淨光亮,利用這個機會欣賞刀,同時檢查刀身是否有什麼損傷。 日本柴田先生的著作當中,有提到必須使用來自後方的光源,才能清楚的看見刃文、地肌、沸等等,所以高舉刀身的目的,是為了不讓光源被自己的身體擋住。
六、上油
先將丁子油倒些許在小塊的棉布上,然後均勻的塗拭刀身,塗抹完畢之後,將刀置放大約15到20分鐘,讓油乾,然後用大的棉布,以及奉書紙除去多餘的油。 奉書紙本身非常不會吸油,使用奉書紙的目的,是取其不易留下小紙絮的特性,以免遺留在刀身,屆時小紙絮吸收空氣中的水分,造成刀身的鏽蝕。 所以奉書紙大多用來抹除打粉,以及去除棉布留下的棉絮。
七、再打粉
有的人覺得上完油之後,刀身的光亮度會略差,這時可以再上打粉。
打粉只需要稍稍打一到兩次,微微的量,然後再用奉書紙去除。粉若打太多,剛剛辛苦上的油會被抹除乾淨。
八、安裝刀柄
依序將切羽、刀鐔裝上刀身,然後將刀莖插入刀柄,刀刃朝外的原則不變,右手緊握刀柄的底端,左手握拳,自右手的下方往上捶擊右手,大約二到三次,確認刀莖完全到底。檢測目釘穴,當刀莖上的目釘穴與刀柄上的目釘穴已經一致,表示刀莖已就定位,這時將目釘插入目釘穴,然後用目釘拔上的小槌將目釘槌入。
九、收刀
納刀時,跟抽刀的姿勢並無二致,也是刀刃朝上,同時注意要心平氣和,不可毛躁。以庵棟的刀為例, 首先將切先輕輕放在鯉口 (刀鞘口),棟對準鯉口下方的凹槽。確認刀身穩定,沒有接觸刀鞘之後,同樣的,一口氣緩緩的將刀完全插入刀鞘,如果中途猶豫或是停留,刀身一樣可能會被刀鞘刮傷
