吸塑機簡介
 吸塑機
吸塑機吸塑成型機原理:吸塑成型又叫熱塑成型,這種成型工藝主要是利用真空泵產生的真空吸力將加熱軟化後的PVC、PET、PETG、APTT、PP、PE、PS等熱可塑性塑膠片材經過模具吸塑成各種形狀的真空罩、吸塑托盤、泡殼等。
目前市面上常見的產品有:日用品吸塑包裝、小五金吸塑包裝、汽車用品吸塑包裝、電子產品吸塑包裝、食品吸塑包裝、化妝品吸塑包裝、電腦周邊設備吸塑包裝、玩具吸塑包裝、體育用品吸塑包裝、文具用品吸塑包裝等。
其主要構造是由給料、拉料、上下電加熱爐、下閘、多功能可調尺寸、下模盤、上模、上閘、刀閘、切片、放片及配以真空裝置等構成;以氣動裝置為主動力源,其拉片、送片採用電動、減速器,時間繼電器,中間繼電器,行程開關等電器組成全自動控制系統。
吸塑機對控制系統的要求是保證操作方便、機械動作和溫度控制精度高、生產時間短、在同等生產條件下儘可能節約機械的耗電量。
工具機功能及特性
特點:
1.變頻馬達拉片,拉片速度特快,衝擊力小;
2.鋁合金鍊軌,磨擦係數小,拉片平順;
3.快速簡易寬度調節系統:手輪調寬窄,不鏽鋼模盤邊;
4.調節中閘,中間調節,無油自潤軸承設計。
5. 電爐採用全封閉式,上下爐橫推式設計。
功能:
二次真空(大小真空)
延時真空;
二次上模及多次下模脫模
多次反吹脫模
動式調上模行程,拉片長短
垂直震動脫模功能。
吸塑機主要套用
塑膠包裝行業(吸塑包裝、塑膠、電池、玩具、禮品、五金、家電、電子、文具、裝飾);
食品包裝行業(快餐盒、水果托盤、餅乾盒);
 吸塑產品
吸塑產品醫藥行業(藥丸包裝、藥片包裝);
工業上冷卻塔冷卻水導流板等;
裝飾用立體浮雕圖案、塑膠天花板、壁板、汽車材料、衛生器材等製造行業。
適合生產各種顏色片材:聚乙烯PS、聚氯乙烯PVC、有機玻璃、ABS、聚甲基丙烯酸甲酯;植絨片材;環保片材APET、PET、PP等;光降解材料;生物降解材料等塑膠製品。
吸塑機組成及其作用
一、夾緊設備
塑膠片材成型時,片材被固定在夾緊裝置上。在熱成型的通用型和複合型的熱成型機上多採用便於固定各種尺寸片材的夾緊裝置。有的是整個成型機配一套夾緊框架。
夾緊裝置可分為兩類:一類是框架式,另一類是分瓣式。框架式夾緊裝置由上、下兩個框架組成。片材夾在兩個框架之間。框架打開時,下框架一般保持固定狀態。各種類型單工位成型機上框架的下部直接固定在成型室上。用手裝型坯和成品取出的手動和半自動成型機上,當框架尺寸很大時,都裝有在框架打開範圍內的安全操作裝置。對成型滑移性較大的型坯,要求夾緊力能在比較寬的範圍內調節,為此,採用兩個包膠輥,用彈簧相互壓緊,並配有壓力調節裝置。連續拉片成型機的夾緊是兩邊拉鏈與前後閘的共同作用。
夾緊裝置最好採用自動控制,以期動作迅速,可有助於提高製件質量和效率。
二、加熱設備
熱塑性塑膠片材和薄膜的真空吸塑成型過程,主要工序之一就是片材加熱。電加熱的持續時間和質量取決於加熱器的結構,輻射表面後溫度傳熱的熱慣性,片材與加熱器間的距離,輻射能吸收係數,加熱器表面的特性以及材料的熱物理性能。常用的加熱器有電加熱器、晶體輻射器和紅外線加熱器。
三、真空設備
真空系統由真空泵、儲氣罐、閥門、管路以及真空表等組成,在真空成型中常採用單獨機型真空泵,此種泵的真空度應達到0.07~0.09 Mpa(520mmHg)以上。儲氣罐一般是用薄鋼板焊接的圓柱形箱體,底是橢圓形的。蓄氣罐的容量至少應比最大成型室的容量大一半。真空管路上,必須裝有適當的閥門,以控制真空窄容量。
真空泵的轉動功率由成型設備的大小和成型速度決定,較大或成型速度較快的設備常用大至2-4KW的。真空中央系統的大小視工廠具體生產和發展的要求而定。
四、壓縮空氣設備
氣動系統可由成型機自身帶有壓縮機、儲氣罐、車間主管路集、閥門等組成。成型機需要壓力為0.4-0.5MPa的壓縮空氣,各種真空吸塑成型機廣泛採用活塞式空氣壓縮機。也可以用大型的螺鏇式空氣壓縮機整廠供給。
壓縮空氣除大量應於成型外,還有當一部分用於脫模、初製品的外冷卻和操縱模具框架和運轉片材等機件動作的動力。
五、冷卻設備
為了提高生產效率,真空吸塑成型製品脫模前常需進行冷卻。理想的情況是製件與模具接觸的內表面和外表面都冷卻,而且最好採用內裝冷卻盤管的模具。對於非金屬模具,如木材、石膏、玻璃纖維增強塑膠、環氧樹脂等模具,因無法用水冷,可改用風冷,並可另加水霧來冷卻真空吸塑成型製件的外表面。
生產中若採用自然冷卻可以獲得退火製件,有利於提高製件的耐衝擊性。用水冷卻雖然生產效率高,但製件內應力較大。
六、脫模設備
脫模是將製品移出模外,通常無論是凹模還是凸模,多數場合是由於製品冷卻收縮而貼緊模具,所以通過真空吸引孔或向相反方向吹風使之脫模。
尤其對於脫模斜度小的或有凹模的模具,同時使用脫模機構頂撞或震盪脫模,有時在片材上和模具上塗抹脫模劑或模具表層噴塗特氟龍處理。
七、控制設備
控制系統一般包括對真空吸塑成型成型、整飾等過程中包括儀器、儀表、管道、閥門各個參數和動作進行控制。控制方式有手動、電氣-機械自動控制、電腦控制等,具體選用要根據最初投資人工費、技術要求、原料費用、生產和維修設備費用等因素綜合考慮。
品牌吸塑機-亞克力
 吸塑機
吸塑機1 採用電操控升降系統或液壓升降系統,使浮動板安全,平穩,工作壓力強大,確保成型更簡便,快捷。
2 吸氣系統功能強勁,無需階段吸真空,可一直處於理想負壓狀態,使用更方便。
3 設備功率可達到最佳工作狀態的最低電耗標準。
4 軟化箱裝有自動恆溫控制系統,可根據板材不同的加溫需要設定。
5 作業系統採用數控系統操作 ,有效的提高了操作人員的工作效率。
6 技術先進,可吸壓冷卻一次成型,也可根據燈箱,字的不同效果,單獨吸或單獨壓,使燈箱,字一次成型。(二)生產範圍:
 亞克力生產的成品
亞克力生產的成品各種凹凸亞克力字,圖,燈箱,標牌。
(三)廠房及電力要求:
根據設備大小不同,廠房不小於10--25平方米。
電源380V,50HZ,容量7--14KW
(四)售後服務
正常使用情況下,主要設備及部件免費保修一年。
(五)銷售價格
一,亞克力吸塑機
1.5米*1.5米*1米(長*寬*高)5000元
 亞克力生產的成品
亞克力生產的成品1.4米*2.4米*1米(長*寬*高)7000元
二,亞克力吸壓成型機
1.5米*1.5米*2米(長*寬*高)7000元
1.4米*2.4米*2米(長*寬*高)10000元
3米*2米*2米 (長*寬*高)15000元
(六)主要生產廠家:
上海駿賽包裝機械廠有限公司
廊坊中源機械廠
山東臨沂宏偉科技有限公司
亞克力產品市場分析
現在,商品經濟市場競爭激烈,行銷工作的日趨徹底化、專業化。品牌化戰略已成為了行銷工作的重中之重,“戶外標識系統”與印刷品、媒體的各種形象宣傳都不可輕視。隨著國外知名品牌如“麥當勞”、“肯德基”、“德國大眾”等品牌統一形象在中國的各城市出現的時候,越來越多的商家、企業意識到了品牌形象的意義。現有的“金屬字”、“噴繪布”很難再創新意。而亞克力材料,以其特有的品質及良好的加工性能,製作出的吸塑字 、圖形、燈箱等,為廣告載體的設計、製作,提供了更豐富的想像空間,而備受青睞。
亞克力燈箱具有透光性好、顏色純正、色彩豐富、美觀平整、兼顧白天、夜晚兩種效果,使用壽命長、雨天不影響使用等特點。在國外的廣告招牌、廣告塔、廣告板、招牌、標誌、標牌等領域得以廣泛套用。國內市場目前正處於發展階段,在北京、上海、大連等大城市亞克力燈箱正在逐步取代原始的噴繪、寫真燈箱等廣告形式,成為室外廣告形式的主導。
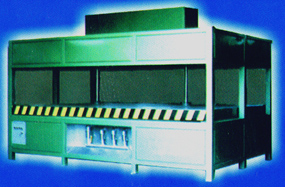
高速真空吸塑機
 吸塑機
吸塑機1、採用垂直拉片設計:拉片快速均勻、穩定、縮短了拉片占用時間,對環保材料更具適應性並降低電能消耗,保證產品成型質量。
2、獨立分組溫度控制:採用特殊的密集平面遠紅外陶瓷發片裝配,溫度均勻:比傳統機省電高出50%。
3、電熱爐採用封閉式加熱,使加熱更均勻及減少熱能損失,並附有手動開關,控制電爐垂直升降,有利於在生產過程中,控制產品質量。厚膠片或PP片材可採用上下雙電爐加熱(客戶訂做)加快加熱時間,提高生產速度。
4、本機配有震動脫膜裝置,對於高難度產品不易變形,脫模容易。
 吸塑機
吸塑機6、全機配有運水冷卻裝置及高速冷水噴霧,使之加快成型速度和保證成型質量,生產速度比傳統快一倍 。
7、內置設二次真空,使高難度之產品更易成型,提高產品質量,減少廢品率。
8、全機採用全進口電器及國際名廠氣動元件,質量絕對可靠,安全耐用。
二、功能:
可將各類膠片如:(PVC、PET、PP、PS、等)吸塑成不同形狀膠罩。如玩具、五金、食品、電子、藥品等以透明膠片披覆封在紙板上,形成密著包裝。本機並能生產立體浮雕圖案之塑膠天花板、壁板、餅盒、汽車材料及衛生材料等。
吸塑機操作說明
 吸塑機
吸塑機一、真空吸塑設備是用來對於一些工件的表面凸凹型貼覆塑制膜(PVC)的輔助加工設備.
本設備廣泛用於門業、家具、櫥櫃、音箱、裝飾材料、建材、藝術品、廣告材料加工業等.
本設備不適用於材料沒有拉生性質使用.
二、適用於木製品、竹製品、人造板、纖維板、石膏板、鋼板等材料凹凸貼面.
三、最大加工尺寸 2200MMX1000MMX45MMX2
極限真空度6X10-2PA
正常吸塑真空度0.08PA以上
設定溫度 80度-260度
電源輸入 380V(三相四線)
總功率15KW
實際耗點量4KW
機型尺寸 6200MMX1250MMX1000MM
 吸塑機
吸塑機故障消除:
一、機器不啟動:輸入電線不通,電源線接反,電壓不夠.
二、溫度測量不準確:熱電偶,溫控儀.是否安裝不正確及損壞.
三、工作真空度上不來:氣路不通,手閥或電磁閥沒有關閉,真空泵電機皮帶鬆動,真空表損壞.
四、總電源開關跳閘:加熱箱頂輸入電線漏電,配電箱漏電,外界電線搭在設備上,電機漏電等.
五、吸膜不到位:真空度不夠,漏氣,溫度不夠,膜太薄,工件貼過其他材料,工件的凹深超過膜的拉升,吸覆時間太短,膜沒有拉升,工件距離太近.
六、覆出的工件表面有折和不光滑或角包不住:膜沒有拉直,膜質量不好,工件打磨不好,膠水噴的太多,工件下面的摸板太低.
七、沒到吸覆時膜向下拉升:電磁閥或手閥是否打開.
八、戲破現象:溫度太高,加熱時間太長,膜質量不好,沒有加溫.
注意:選擇(PVC)膜時必須由生產廠家提供全部的技術數據.請選用(PVC)專用粘結劑,也必須有全部的數據,根據以上數據才能設定所需要的合理數據獲得理想的質量和經濟效益.
操作使用
 各種小組件
各種小組件2.開動氣源,氣壓要求5-6公斤;
3.開動冷水機,冷水機溫制調到十度左右
4.按下吸塑電源開關按扭ON,使電源指示燈三個同時亮起
5.再按下電爐加熱按扭主燈亮起,意將電爐開出,把每發熱控制調好。
6.把模具排好,用膠紙把模具占好。
7.把中閘調壓在模最後面。
8.需要上模的馬上模架做好調好
9.把擋熱板調到與模具總長一樣長。
10.把膠料放進前面料架固定,調整進料口
11.把拉片計數長度調到放進機器模具長度(計數器長度調較按MODE,如顯示SET2為拉片長度(如1000MM)。按MODE顯示SET1為拉片緩衝要小於SET2.(如果850MM)。RST為復位。在手動時拉片到了計數的數字要按RST復位。開自動前也須查看是否RST復位)。
12.打到手動開動每個開關是否正常。
13.調校好所有時間制。
 吸塑機
吸塑機註:電爐時間為總時間
將真空+噴水+脫模吹風+延時真空+1-2秒不可多過電爐時間#膠片厚度跟時間比例
以0.5膠=20以0.5膠=20# 1#片為1秒
14.度成型高度調校中閘、分切、近接開關位置和行程度螺母。
15.啟動加熱爐,根據模具的成型面積,調整加熱爐的發熱面積,調校調溫裝置,觀察相應的電流和發熱磚發紅現象,一般電流為四周高,中間低。
16.把膠片裝在送料軸上,根據膠片寬度,進料口位置調節摟片,片材進料定位輪相應位置將送料轉子固定。
17.加熱爐預熱10~15分鐘,溫度適應生產要求後,調節控制臺上的各程式相對應的數顯時間,一般設定為加熱時間數大於真空,上冷風、脫模的相加時間數並開啟真空泵。
 程式段溫控器
程式段溫控器18.將爐升起,手動、自動開關撥手機,送料開關選擇在相應的檔位把片材平行地放入壓片輪與鏈條尖齒之間,點動拉片按鈕,將料送入加熱區域,此時片材應在下閘出口處伸出20mm左右。
19.把加熱爐放下,手動、自動開關撥自動,加熱記時開始,在生產第一張產品時,應把加熱時間設定在工藝要求時間的1.5倍以上,啟動下閘,觀察片材加熱情況,待片材加熱區至符合成型的溫度時,點動提前拉片,使片材在鏈條的帶動下走出加熱區域,進入成型動作,並修改加熱時間的設定數。
20.片材成型冷卻後,由鏈條帶出成型區,進入裁剪區內,此時應把刀閘關閉,移動接料箱,調整裁剪位置後,把接料箱定位好,並將刀閘開啟。
21.當吸塑機自動進行生產時,操作人員應檢查產品質量,看溫度是否適應產品質量要求,進行溫度調節,再進行細節檢查生產品種的膠片成型的均勻度是否一致,進行局部的溫度調節,保持好產品的質量要求。
22.二次上模:用於保護產品的脫模時,產品不變形、無裂縫、易碎、難脫模的產品中使用。功能設定:把上模功能選擇在二次上模,根據上模下至產品表面時,冷風停止,開始吹底風。調節二次上模下來的時間為:噴水時間計數到時值與冷風計數到時值少2秒左右。如上模下來過早,則增加噴水使用,反之,則減少噴水時間。
23.震動脫模:通常在成型較高或較深,難脫模的產品中使用。震動脫模的鈕制選擇開,吹底風時間設定在2秒以上,根據產品脫模震動次數來設定,震動次數越多,吹底風時間設定越長。打開右下方的控制電箱,內有兩個10秒時間制。左邊時間制控制下模下的時間,右邊控制模盤上下一個周期的總時間,並根據模盤上下反應調節限流閥,進行電氣相結合達到震動目的。
24.電動同步調模:根據上下模結合程度需要,將功能鈕制選擇升時,點動調模超動,上模則上升,反之則下降。
 吸塑機
吸塑機26.下閘:此功能在手動、自動狀態下都能操作,手動時可進行局部調節,在自動時,用以觀察片材加熱狀況。
27.停止閘:在自動狀態下,根據產品成型需要,無需使用上閘時將上閘關閉。
停刀閘:在自動狀態下,產品成型冷卻後,進入裁剪區時,為安全起見,將刀閘關閉, 調整切割位置固定接料箱後再開啟。
28.電子計數器的設定方法:
(1) 在設定狀態:當顯示出現所需的模式後按MODE鍵,即可選擇並進入下一步,在任意一步按DISPLAY即可結束設定;
(2) 按MODE鍵可對設定內容進行檢查;
(3) 2組設定產品的SET2的數值必須大於SET1的數值若小於或等於SET1的數值,即會顯示FFFFFF,以提醒有用戶進行修改,修改後請按面板復位鍵RESET、FFFFFF即消失(若出現FFFFFF時,鍵保護對面板的RESET鎖定無效,直到FFFFFF消失);
(4) 在設定完成後,請使用鍵保護功能保護您所設定的數據不被他人更改(鍵保護只有在接先端子的KP與公共端連線才起作用,此時顯示K/P表示鍵保護功能己起作用)。
注意事項
1.手伸入導軌下方進行操作時必須切斷電源,不能有任何意外的接通電源情況發生;
2.機器在使用二次上模功能時,請勿將手伸入成型區內觸摸正在冷卻的產品,預防第二次上模下來時壓傷手;
3.在加熱區內,請勿用手觸摸發熱裝置,及烘烤物品,停機時應將加熱爐升起;
4.產品長度低於800mm時,上閘與上模動作必須同步。當局部調機時,應先開上閘,後開上模;
5.在局部調機時,如使用電磁閥通電進行調試時,應注意是否會停電造成傷害;
6.用手接料片送入刀閘及調整切片位置時,應把刀閘關閉,在自動狀態下不得將手伸入刀閘櫃內。
維護與保養
1.保持清潔衛生,停機後應清除周圍雜物及機內污物;
2.各滑動導柱,軸承及鏈輪必須保持良好潤滑狀態,經常加油潤滑;
3.氣路中的濾水器每工作班應放水一次,油霧器應經常加油,以保證電磁閥和氣缸的正常使用;
4.每工作班應歡察看真空泵的油液面(油液不得低於油麵線);每月應放換真空泵油一次;
5.經常觀察油霧器的油量,適時調節油量大小,新機作用時調大一些(約3天1瓶油)使用一周后可減小保證各氣動元件有足夠的潤滑。
包裝工業
| 工業生產中,包裝機械是產業流水線上不可或缺的成份,下面是常見的幾種包裝機械。 |
