
發現過程
1943年,蘇聯學者拉扎連科夫婦研究發明電火花加工,之後隨著脈衝電源和控制系統的改進,而迅速發展起來。最初使用的脈衝電源是簡單的電阻-電容迴路。
加工原理
電火花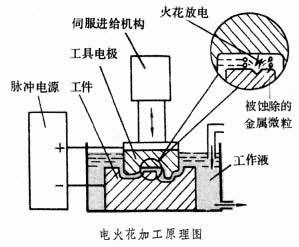 電火花加工原理圖
電火花加工原理圖方式分類
 電火花加工
電火花加工①利用成型工具電極相對工件作簡單進給運動的電火花成形加工;
②利用軸向移動的金屬絲作工具電極,工件按所需形狀和尺寸作軌跡運動以切割導電材料的電火花線切割加工;
③利用金屬絲或成形導電磨輪作工具電極進行小孔磨削或成形磨削的電火花磨削;
④用於加工螺紋環規、螺紋塞規、齒輪等的電火花共軛迴轉加工;
⑤小孔加工、刻印、表面合金化、表面強化等其他種類的加工。
主要特點
電火花加工的主要特點是:①能加工普通切削加工方法難以切削的材料和複雜形狀工件;
②加工時無切削力;
③不產生毛刺和刀痕溝紋等缺陷;
④工具電極材料無須比工件材料硬;
⑤直接使用電能加工,便於實現自動化;
⑥加工後表面產生變質層,在某些套用中須進一步去除;
⑦工作液的淨化和加工中產生的煙霧污染處理比較麻煩。
電火花加工的主要用途是:①加工具有複雜形狀的型孔和型腔的模具和零件;②加工各種硬、脆材料如硬質合金和淬火鋼等;③加工深細孔、異形孔、深槽、窄縫和切割薄片等;④加工各種成形刀具、樣板和螺紋環規等工具和量具。
加工特性
1、電火花加工速度與表面質量
模具在電火花機加工一般會採用粗、中、精分檔加工方式。粗加工採用大功率、低損耗的實現,而中、精加工電極相對損耗大,但一般情況下中、精加工餘量較少,因此電極損耗也極小,可以通過加工尺寸控制進行補償,或在不影響精度要求時予以忽略。
2、電火花碳渣與排渣
電火花機加工在產生碳渣和排除碳渣平衡的條件下才能順利進行。實際中往往以犧牲加工速度去排除碳渣,例如在中、精加工時採用高電壓,大休止脈波等等。另一個影響排除碳渣的原因是加工面形狀複雜,使排屑路徑不暢通。唯有積極開創良好排除的條件,對症的採取一些方法來積極處理。
3、電火花工件與電極相互損耗
電火花機放電脈波時間長,有利於降低電極損耗。電火花機粗加工一般採用長放電脈波和大電流放電,加工速度快電極損耗小。在精加工時,小電流放電必須減小放電脈波時間,這樣不僅加大了電極損耗,也大幅度降低了加工速度。
套用領域
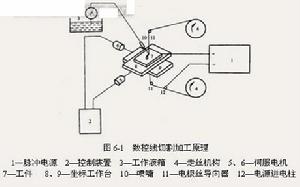
 電火花線切割加工工具機
電火花線切割加工工具機(1)電火花成形加工該方法是通過工具電極相對於工件作進給運動,將工件電極的形狀和尺寸複製在工件上,從而加工出所需要的零件。它包括電火花型腔加工和穿孔加工兩種。電火花型腔加工主要用於加工各類熱鍛模、壓鑄模、擠壓模、塑膠模和膠木膜的型腔。電火花穿孔加工主要用於型孔(圓孔、方孔、多邊形孔、異形孔)、曲線孔(彎孔、螺鏇孔)、小孔和微孔的加工。近年來,為了解決小孔加工中電極截面小、易變形、孔的深徑比大、排屑困難等問題,在電火花穿孔加工中發展了高速小孔加工,取得良好的社會經濟效益。
(2)電火花線切割加工該方法是利用移動的細金屬絲作工具電極,按預定的軌跡進行脈衝放電切割。按金屬絲電極移動的速度大小分為高速走絲和低速走絲線切割。我國普通採用高速走絲線切割,近年來正在發展低速走絲線切割,高速走絲時,金屬絲電極是直徑為φ0.02~φ0.3mm的高強度鉬絲,往復運動速度為8~10m/s。低速走絲時,多採用銅絲,線電極以小於0.2m/s的速度作單方向低速運動。線切割時,電極絲不斷移動,其損耗很小,因而加工精度較高。其平均加工精度可達0.0lmm,大大高於電火花成形加工。表面粗糙度Ra值可達1.6或更小。電火花加工具有如下特點:可以加工任何高強度、高硬度、高韌性、高脆性以及高純度的導電材料;加工時無明顯機械力,適用於低剛度工件和微細結構的加工:脈衝參數可依據需要調節,可在同一台工具機上進行粗加工、半精加工和精加工;電火花加工後的表面呈現的凹坑,有利於貯油和降低噪聲;生產效率低於切削加工;放電過程有部分能量消耗在工具電極上,導致電極損耗,影響成形精度。國內外數控電火花線切割工具機都採用了不同水平的微機數控系統,實現了電火花線切割數控化。目前電火花線切割廣泛用於加工各種沖裁模(沖孔和落料用)、樣板以及各種形狀複雜型孔、型面和窄縫等。
