電火花共軛迴轉加工
正文
 電火花共軛迴轉加工
電火花共軛迴轉加工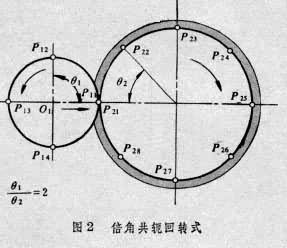 電火花共軛迴轉加工
電火花共軛迴轉加工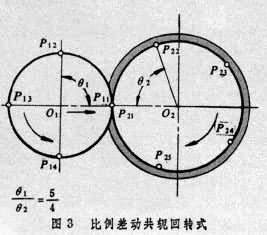 電火花共軛迴轉加工
電火花共軛迴轉加工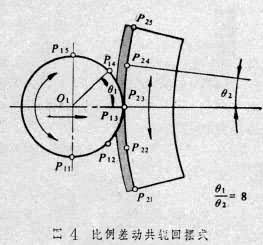 電火花共軛迴轉加工
電火花共軛迴轉加工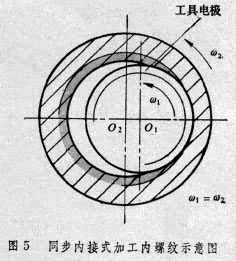 電火花共軛迴轉加工
電火花共軛迴轉加工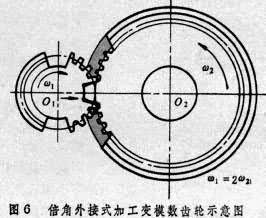 電火花共軛迴轉加工
電火花共軛迴轉加工
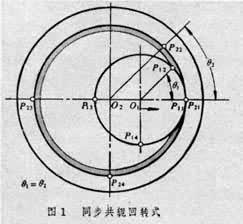
使工件和工具電極各自按一定的規律作迴轉運動,運用空間共軛成形原理把工件加工成形的電火花加工,又稱電火花展成加工。這種方法是在1970年由中國的孫昌樹所發明的。至80年代初,已發展成包括數十種工件的成形運動設計的一整套加工技術。
電火花共軛迴轉加工電火花共軛迴轉加工電火花共軛迴轉加工電火花共軛迴轉加工電火花共軛迴轉加工電火花共軛迴轉加工電火花加工是利用浸在工作液中的兩極間脈衝放電時產生的電蝕作用蝕除導電材料的特種加工方法,又稱放電加工或電蝕加工,英文簡稱EDM。50年代初,改進為RLC...
發現過程 加工原理 方式分類 主要特點 加工特性電火花加工原理主要用於模具生產中的型孔、型腔加工,已成為模具製造業的主導加工方法,推動了模具行業的技術進步。 電火花加工主要用於模具生產中的型孔、型腔加...
加工條件 加工套用 加工簡介 發展過程 加工分類磨削機理2?1磨削加工特點2?2磨削過程與切屑的形成2?3磨削基本參數2?4磨削力和功率2?5磨削熱和磨削溫度第2節 電子束加工2?1電子束加工的原理及...
作品目錄《精密與特種加工技術》,作譯者:明平美,由電子工業出版社於2011年出版,本書涵蓋了原機械製造類專業教學中精密與超精密加工、特種加工、微細加工等課程的教學內容。
內容簡介 前言 內容提要 目錄 內容簡介《精密與特種加工技術》,作譯者:明平美,由電子工業出版社於2011年出版,本書涵蓋了原機械製造類專業教學中精密與超精密加工、特種加工、微細加工等課程的教學內容。
內容簡介 前言 內容提要 目錄 內容簡介塞規、齒輪等的電火花共軛迴轉加工;小孔加工、刻英表面合金化、表面強化...切割薄片等;加工各種成形刀具、樣板和螺紋環規等工具。加工原理進行電火花加...進行尺寸加工的方法,叫電火花加工。 電火花加工是在較低的電壓範圍內,在液體...
主要作用 加工原理 發展過程 種類 工具機特性、電火花磨削加工、電火花同步共軛迴轉加工、電火花高速小孔加工、電火花表面強化...:電火花加工、電化學加工、電子束加工、離子束加工、等離子弧加工等。電火花...過程通過塗覆熱能熔化的一種加工方法。 電火花加工的分類 電加工操作電火花...
產生 分類和原理 電火花加工的分類 電火花線切割加工的原理 電火花線切割加工分類、橫向進給傳動裝置67六、臥式迴轉刀架67七、平板共軛分度凸輪機構69八...第一節電火花加工概述128一、電火花加工的物理本質128二、工作液介質...對數控車床、數控銑床、數控加工中心、數控電加工工具機、數控磨床、數控沖床...
基本信息 內容簡介 目錄