
簡介
 銑削
銑削銑削是指使用鏇轉的多刃刀具切削工件,是高效率的加工方法。工作時刀具鏇轉(作主運動),工件移動(作進給運動),工件也可以固定,但此時鏇轉的刀具還必須移動(同時完成主運動和進給運動)。銑削用的工具機有臥式銑床或立式銑床,也有大型的龍門銑床。這些工具機可以是普通工具機,也可以是數控工具機。用鏇轉的銑刀作為刀具的切削加工。銑削一般在銑床或鏜床上進行,適於加工平面、溝槽、各種成形面(如花鍵、齒輪和螺紋)和模具的特殊形面等。
銑削的特徵是:
①銑刀各刀齒周期性地參與間斷切削;
②每個刀齒在切削過程中的切削厚度是變化的。
③每齒進給量αf(毫米/齒),表示銑刀每轉過一個刀齒的時間內工件的相對位移量。
銑床
銑床(milling machine)系指主要用銑刀在工件上加工各種表面的工具機。通常銑刀鏇轉運動為主運動,工件(和)銑刀的移動為進給運動。它可以加工平面、溝槽,也可以加工各種曲面、齒輪等。
銑床是用銑刀對工件進行銑削加工的工具機。銑床除能銑削平面、溝槽、輪齒、螺紋和花鍵軸外,還能加工比較複雜的型面,效率較刨床高,在機械製造和修理部門得到廣泛套用。
銑床有臥式銑床,立式銑床,龍門銑床,仿形銑床,萬能銑床,槓銑床。
銑床的歷史
最早的銑床是美國人惠特尼於1818年創製的臥式銑床;為了銑削麻花鑽頭的螺鏇槽,美國人布朗於1862年創製了第一台萬能銑床,這是升降台銑床的雛形;1884年前後又出現了龍門銑床;二十世紀20年代出現了半自動銑床,工作檯利用擋塊可完成“進給-快速”或“快速-進給”的自動轉換。
1950年以後,銑床在控制系統方面發展很快,數字控制的套用大大提高了銑床的自動化程度。尤其是70年代以後,微處理機的數字控制系統和自動換刀系統在銑床上得到套用,擴大了銑床的加工範圍,提高了加工精度與效率。
銑床的種類
 立式銑床
立式銑床1.按其結構分類
(1)台式銑床:小型的用於銑削儀器、儀表等小型零件的銑床。
(2)懸臂式銑床:銑頭 裝在懸臂上的銑床,床身水平布置,懸臂通常可沿床身一側立柱導軌作垂直移動,銑頭沿懸臂導軌移動。
(3)滑枕式銑床:主軸裝在滑枕上的銑床,床身水平布置,滑枕可沿滑鞍導軌作橫向移動,滑鞍可沿立柱導軌作垂直移動。
(4)龍門式銑床:床身水平布置,其兩側的立柱和連線梁構成門架的銑床。銑頭裝在橫樑和立柱上,可沿其導軌移動。通常橫樑可沿立柱導軌垂向移動,工作檯可沿床身導軌縱向移動。用於大件加工。
(5)平面銑床:用於銑削平面和成型面的銑床,床身水平布置,通常工作檯沿床身導軌縱向移動,主軸 可軸向移動。它結構簡單,生產效率高。
(6)仿形銑床:對工件進行仿形加工的銑床。一般用於加工複雜形狀工件。
(7)升降台銑床:具有可沿床身導軌垂直移動的升降台的銑床,通常安裝在升降台上的工作檯和滑鞍可分別作縱向、橫向移動。
(8)搖臂銑床:搖臂裝在床身頂部,銑頭裝在搖臂一端,搖臂可在水平面內迴轉和移動,銑頭能在搖臂的端面上迴轉一定角度的銑床。
(9)床身式銑床:工作檯不能升降,可沿床身導軌作縱向移動,銑頭或立柱可作垂直移動的銑床。
(10)專用銑床:例如工具銑床:用於銑削工具模具的銑床,加工精度高,加工形狀複雜。
 龍門銑床
龍門銑床2.按布局形式和適用範圍分類
主要的有升降台銑床、龍門銑床、單柱銑床和單臂銑床、儀表銑床、工具銑床等。
(1)升降台銑床有萬能式、臥式和立式幾種,主要用於加工中小型零件,套用最廣;
(2)龍門銑床包括龍門銑鏜床、龍門銑刨床和雙柱銑床,均用於加工大型零件;
(3)單柱銑床的水平銑頭可沿立柱導軌移動,工作檯作縱向進給;
(4)單臂銑床的立銑頭可沿懸臂導軌水平移動,懸臂也可沿立柱導軌調整高度。單柱銑床和單臂銑床均用於加工大型零件。
(5)儀表銑床是一種小型的升降台銑床,用於加工儀器儀表和其他小型零件;
(6)工具銑床主要用於模具和工具製造,配有立銑頭、萬能角度工作檯和插頭等多種附屬檔案,還可進行鑽削、鏜削和插削等加工。其他銑床還有鍵槽銑床、凸輪銑床、曲軸銑床、軋輥軸頸銑床和方鋼錠銑床等,它們都是為加工相應的工件而製造的專用銑床。
3.按控制方式分類
可分為仿形銑床、程式控制銑床和數控銑床等。
加工工具
 中心鑽
中心鑽1.中心鑽
常用的有直徑為1.5;2.5;5
選用方法:根據所加工的孔的大小選擇(比所用的鑽頭的橫刃寬度偏大一些)中心鑽的硬度不可太高,原因在於硬度越高,工具的脆性越大,在點孔稍微較硬的材料時容易斷裂
2.鑽頭
常用的為麻花鑽 直徑規格大小不等 鑽頭的刃口角度標準為118度
(1).鑽頭角度對加工的影響:
根據所加工的材料來定,一般情況下:材料越硬越脆鑽頭的角度越小越好加工,材料越軟越有韌性的情況下鑽頭的角度越大越好.
(2).預鑽孔的鑽頭角度要比擴孔的鑽頭角度小一些,原因在於擴孔時鑽頭的角度偏小容易導致往下拉刀的現象.從而影響加工的質量
(3).轉速對鑽頭的影響;
一般情況下轉速越快鑽頭的擺動越小,故鑽頭越小轉速越快反之鑽頭越大轉速越慢(銑刀同樣如此)
 銑刀
銑刀3.銑刀
(1).常用的有:直柄立銑刀,飛刀.
(2).銑刀的標準參數:前刃角度5度,後刃角度15度
(3).銑刀角度對加工的影響:
加工較軟韌性大的材料銑刀的前後刃口角度可以偏大些,以此提高加工效率.
加工較硬塑性小的材料前後刃口角度稍偏小些以減少銑刀的磨損
(4).銑刀的刃磨:粗磨後刃~磨前刃~磨後刃
(5).銑刀的選用:扎孔~2刃刀 粗銑型腔,台階~3刃刀 精銑型腔~4刃刀
4.分中與定位工具
(1).分中採用分中專用工具分中棒
(2).定位可用自製夾具來定位(批量件時較多使用)
5.孔口倒角工具
一般採用90度銑刀(倒角刀) 對於象不鏽鋼這種韌性高,硬度低的材料可把鑽頭磨成約90度來倒角
6.棱邊倒角工具
其中包括銼刀,砂紙,油石。
加工工藝
1.螺紋的加工
(1).包括螺紋底孔的加工
底孔大小取決於材料(越軟越有韌性的材料底孔稍偏大些,例:不鏽鋼;)
(2).攻牙冷卻液的選用(皂化液~通用,煤油~鋁件,豬油~不鏽鋼,油酸~通用)
(3).絲錐的選用(先用一攻絲錐,在用二攻絲錐,平底絲錐)對於較難攻牙的材料如不鏽鋼可把絲錐的刃口均勻的磨小些 .
2.過孔的加工
預鑽孔比所要加工的孔的直徑小0.5左右,在用鑽頭擴大即可;鋁件的過孔(小於直徑5)可用比所加工的孔直徑小的鑽頭在高速運轉的情況下直接加工,注意孔的坐標不出錯;不鏽鋼在預鑽孔後選用比所加工的孔小0.1的鑽頭來加工,原因在於孔會偏大;
3.沉孔的加工
平頭沉孔類似於過孔的加工,90度沉孔可用倒角刀來加工,特殊角度的沉孔可把相等直徑銑刀磨成相對應的角(磨床).
4.腰圓槽的加工
兩頭預鑽~粗銑單邊留餘量0.5~精銑(公差無標註可直接把銑刀從一端紮下到深度留0.1銑通後加深0.1清光即可).
5.型腔的加工
類似於腰圓槽的加工,不同的是對於公差範圍小的型腔最好用量塊測量.
6.內外圓弧的加工
7.斜度孔的加工方法
8.工件的倒角方法
9.工件光潔度的保證方法
10.銑床的校正處理
11.裝夾工件的注意事項
12.銑床的保養
13.較長工件長度方向孔的加工
14.絞孔方法
15.特殊角度沉孔的加工方法
16.等分圓
17.公差大小小於0.05時槽的加工方法
18.銑床本身空位的排除方法
19.鑽深孔的方法及注意事項
20.沉頭盲孔的加工
加工對象
(1)平面類零件
平面類零件的特點表現在加工表面既可以平行水平面,又可以垂直於水平面,也可以與水平面的夾角成定角;目前在數控銑床上加工的絕大多數零件屬於平面類零件,平面類零件是數控銑削加工中最簡單的一類零件,一般只需要用三坐標數控銑床的兩軸聯動或三軸聯動即可加工。在加工過程中,加工面與刀具為面接觸,粗、精加工都可採用端銑刀或牛鼻刀。
(2)曲面類零件
曲面類零件的特點是加工表面為空間曲面,在加工過程中,加工面與銑刀始終為點接觸。表面精加工多採用球頭銑刀進行。
坐標系
 笛卡爾坐標系
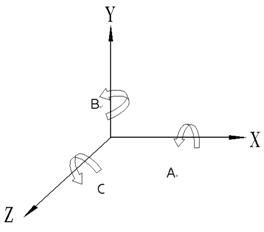
笛卡爾坐標系為了描述點在平面和空間中的位置,首先需要定義一個確定方向和相對位置的坐標系,數控工具機的坐標系採用右手直角笛卡兒坐標系。它規定直角坐標X、Y、Z三個坐標軸的正方向用右手法則判定,圍繞各坐標軸的鏇轉軸A、B、C的正方向用右手螺鏇法則判定。數控加工採用的是空間三維坐標系,三維坐標系是在二維即平面坐標系的基礎上增加了一個垂直方向的軸,通常稱之為Z軸,為平行於工具機主軸的坐標軸,如圖所示。
(1)建立加工坐標系的步驟
為了在數控設備上加工零件,首先需要確定工件在工具機上的位置,因此,必須建立一個與加工零件相關的坐標系,雖然數控設備的優勢在於允許或者工具機上、或者工件上、或者夾具上的任何位置都可以作為數控編程的零點而建立坐標系,但最佳的解決方案選擇既簡單又方便定位的位置,這樣操作者通過按控制臺上的幾個按鈕就可以完成建立加工坐標系了。具體操作可以簡單的定義為以下幾個步驟:
① 根據數控編程坐標系或加工坐標系確定零件坐標系的位置和坐標軸的方向。
② 利用零件和夾具上定位面建立加工坐標系。
③ 校正加工坐標系,通過校正加工坐標系,使建立的加工坐標系滿足數控加工的要求。
(2)建立加工坐標系的要素
幾何元素點、線、面對找正和校正加工坐標系非常有用,一個關鍵的因素是可以確定零件和夾具上的特徵位置,進而確定加工坐標系的位置。在實際操作中,零件和夾具上的定位面、定位孔等經常作為找正和校正加工坐標系的主要手段,這主要基於通過簡單的幾何運算就可以將工具機坐標系和零件坐標系聯繫起來。以下是建立加工坐標系的三個要素。
① 確定坐標平面:選擇和找正定位面確定工作平面的方向和位置。
② 確定坐標軸方向:平移或鏇轉所測量的元素作為方向矢量確定加工坐標系的坐標軸方向,鏇轉元素需垂直於已找正的元素。這控制著軸線相對於工作平面的鏇轉定位。
③ 確定坐標系原點:作為定義X、Y、Z坐標軸的原點或零點。
操作規程
(一)工作中認真做到
1、銑削不規則的工件及使用虎鉗、分度頭及專用夾具持工件時,不規則工件的重心及虎鉗、分度頭、專用夾具等應儘可能放在工作檯的中間部位,避免工作檯受力不勻,產生變形。
2、在快速或自動進給銑削時,不準把工作檯走到兩極端,以免擠壞絲桿。
3、不準用機動對刀,對刀應的動進行。
4、工作檯換向時,須先將換向手柄停在中間位置,然後再換向,不準直接換向。
5、銑削鍵槽軸類或切割薄的工件時,嚴防銑壞分度頭或工作檯面。
6、銑削平面時,必須使用有四個刀頭以上的刀盤,選擇合適的切削用量,防止工具機在銑削中產生震動。
(二)工作後將工作檯停在中間位置,升降台落到最低的位置上。
檢驗標準
主要有:GB6477.9-86《金屬切削工具機術語銑床》,ZBJ54017-89及JB/T5599-91《升降台銑床參數及系列型譜》,GB3933-83《升降台銑床精度》,JB/T2800-92《升降台銑床技術條件》,ZBJ54014-88《數控立式升降台銑床精度》,ZBJ54015-90《數控立式升降台銑床技術條件》,J B3696-84《搖臂銑床精度》,JB/T3697-96《搖臂銑床技術條件》,JB/T2873-91、JB/T5600-91《萬能工具銑床參數及系列型譜》,JB/T2874-94《萬能工具銑床精度》,JB/T2875-92《萬能工具銑床技術條件》,JB/Z135-79《床身銑床參數及系列型譜》,GB3932-83《床身銑床精度》,ZB J54010-88《數控床身銑床精度》,JB/T3027-93《龍門銑床參數》,JB/T3028-93《龍門銑床精度》,JB/T3029-93《龍門銑床技術條件》,JB3311-83,JB/Z195-83《平面銑床參數及系列型譜》,JB3312-83《平面銑床精度》,JB/T3313-94《平面銑床技術條件》,ZBJ54013-88《刻模銑床參數》,JB/GQ1059-85《立體仿形銑床參數》,JB/GQ1060-85《立體仿形銑床精度》,JB/GQ1061-85《立體仿型銑床技術條件》,ZBJ54007-88《立式立體仿形銑床精度》,JB/T7414-94《立式立體仿形銑床技術條件》等。
檢驗項目
相關標準檢驗項目與其他金屬切削工具機大體相同,專用標準包括精度和性能,大體可概括為:安裝刀具的孔(或心軸)的精度,刀架、滑枕(或搖臂)工作檯的精度,安裝刀具與工作檯的相互位置精度,對規定工件的加工精度等。檢驗還須參照JB2670-82《金屬切削工具機檢驗通則》,出口產品不得低於一等品。
包裝及儲運
銑床多採用木箱包裝,各木箱生產廠家在製造木箱時,依據GB 7284-98《框架木箱》,GB/T13384-92《機電產品包裝通用技術條件》及相關標準。上述標準對包裝箱的材質、結構、含水率等項目做了具體規定。包裝箱檢驗抽樣判定時還須參照SN/T 0275-93《出口商品運輸包裝木箱檢驗規程》。箱內工具機應進行有效的固定和襯墊,其電器及加工未塗漆表面應做防鏽防潮處理,其防鏽有效期為兩年。在存放及滯港期間工具機類產品應庫內保管,暫時露天存放時應墊高並加苫蓋防止雨淋、水浸。箱面重心、防雨、勿倒置、輕放等標識應齊全,以保證運輸時產品完好、安全的運抵目的地。
注意事項
金屬切削工具機已實施出口產品質量許可制度,未取得出口產品質量許可證的產品,不準出口。訂貨時對設備參數、公英制、電源、電壓和周波以及隨機附屬檔案,工具機的顏色等均須做明確規定。
維護保養
(一)銑床例保作業範圍
1、床身及部件的清潔工作,清掃鐵屑及周邊環境衛生;
2、檢查各油平面,不得低於油標以下,加注各部位潤滑油;
3、清潔工、夾、量具。
(二)銑床周末保養範圍
1、清潔
(1)清除各部位積屑;
(2)擦拭工作檯、床身導軌面、各絲桿、工具機各表面及死角、各操作手柄及手輪;
(3)拆卸清洗油毛氈,清除鐵片雜質。
2、潤滑
(1)各部油嘴、導軌面、絲桿及其它潤滑部位加注潤滑油;
(2)檢查主軸牙箱、進給牙箱油位,並加油至標高位置。
3、扭緊
(1)檢查並緊固工作檯壓板螺絲,檢查並緊固各操作手柄螺絲並帽及穩肖;
(2)檢查並緊固其它各部鬆動螺絲。
4、調整
(1)檢查調整離合器、絲桿合令、鑲條、壓板鬆緊至合適;
(2)檢查其它調整部位。
5、防腐
(1)除去各部鏽蝕,保護噴漆面,勿碰撞;
(2)停用、備用設備導軌面、滑動面及各部手輪手柄及其它暴露在外易生鏽的各種部位應塗油覆蓋。
(三)銑床一保作業範圍
1、清洗調整工作檯、絲桿手柄及柱上鑲條;
2、檢查、調整離合器;
3、清洗三嚮導軌及油毛氈,電動機、工具機內外部及附屬檔案清潔;
4、檢查油路,加注各部潤滑油;
5、緊固各部螺絲。
(四)銑床二保作業範圍
1、主軸箱、工作檯、變速箱清洗、換油;
2、檢查清洗油泵和油管,檢查並調整工作檯、斜鐵及絲桿螺母間隙;
3、清洗離合器片,清洗冷卻箱並更換冷卻液,清潔電機及電器。
精度校正
1、銑床X軸校正
稍微放鬆4根螺栓,但需確定4根螺栓仍存有部分的磨擦阻力,此時利用頭部鏇轉螺栓調整左右角度。過程中須置百分表於主軸端面以測量工作檯之正確位置。
2、銑床Y軸校正
稍微放鬆3根螺栓,但須確定3根螺栓不能太松,以利做微調的工作,此時利用臂鏇轉螺栓置一百分表於主軸端面以測量工作檯之正確位置。
3、銑床水平校正
放置水平儀在工作檯面上。
檢察水平儀A點和B點,容許值在0.06mm/m。
如果需要可安置墊片在工具機下。
