概述
 著墨輥
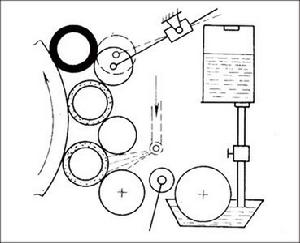
著墨輥單張紙膠印機在印刷圖文面積比較大或實地版的印刷品時,常會出現同一張印刷品墨色前深後淺的現象,產生這種現象除了工藝操作和調節不當之外,更直接的原因來自於機器本身的布局和結構的影響。
1.滾筒結構的影響在著墨輥向印版上墨的過程中,當著墨輥處於印版滾筒的空當位置時,著墨輥不著墨,墨輥上積蓄的墨量較大,之後滾筒往前滾動,每根著墨輥都以最大的墨量往印版前口位置上墨,隨著著墨輥不斷滾動上墨,墨輥上的墨量逐漸減少,滾至印版拖梢部分時,著墨輥上墨量已經很少。這就很容易引起墨色前深後淺。
 著墨輥
著墨輥2.墨輥排列的影響輸墨裝置的墨輥一般分為上墨和收墨兩組,不同的機型,兩組墨輥的排列情況又有不同。均勻分配型墨輥排列的墨路是兩路平分,4根著墨輥均勻著墨,針對這種墨輥排列方式,如果調節不當,後兩根著墨輥起不到補充上墨、勻墨和收回多餘墨層的作用,印刷品就極易出現前深後淺的現象。而著墨輥前多後少著墨型,前2根著墨輥占90%,後2根為10%,這樣的分配一般不會產生印刷品墨色前深後淺現象。
3.工藝上的補救及操作中的注意事項
(1)過於光滑老化的墨輥應及時更換,保證墨輥良好的傳墨性能和墨輥表面足夠的儲墨量,使印刷所消耗的墨量與墨輥的儲墨量之比儘可能小,這樣就能增強墨輥自身調整墨量的能力,使印刷品墨色一致。
(2)掌握好油墨的流動性和黏度,因為油墨的流動性與黏度直接影響油墨的傳輸速度和墨輥的儲墨量。
(3)嚴格控制版面水分,防止油墨過量乳化,保證油墨的正常傳輸與附著性能。
 著墨輥
著墨輥(5)在墨色淺處墊紙增加印刷壓力,也能起到一定的補救作用。
如何修復膠輥損傷該廠一台J2205型膠印機工作一段時間後,第一色組靠刮墨刀的下勻墨膠輥的邊上有一道裂縫。起初認為並無大礙,但時間不長,油墨便順裂縫滲進去,膠皮裂縫開始擴大並且一塊一塊地從勻墨輥上脫落。於是立即停機,卸下膠輥,並用汽油將膠輥上的油墨擦乾淨,再用小刀將順著裂縫滲進去的油墨稍微向外的一圈割下來,然後用502瞬間黏合劑順著刀口處塗一圈,過幾分鐘再塗一遍,待約20分鐘膠乾後用細砂紙將周圍鼓起的部分磨平,最後重新安裝膠輥,即可工作。事實證明,這種方法效果非常好。此外,由於平時操作不當,有的重膠輥中間部位因受傷脫掉了一小塊膠皮,這時應及時將其擦拭乾淨,並用刀片將其刮乾淨,再用302改性丙烯酸酯膠黏劑均勻地塗抹在上面,待達到使用強度時再用細砂紙打平,即可上機使用。
三平兩小一平衡
膠印“三平兩小一平衡”掌握水平高低直接反映出膠印工技術水平的高低。所謂“三平”就是要求調試的膠印機必須滾筒體平、輸墨輥平、輸水輥平;“兩小”是指印刷過程中使用水斗溶液的濃度小、版面水分小;“一平衡”是指印刷版面的油墨和水分要平衡。膠印機運轉時,滾筒體之間的軸線必須要平行,同時滾筒體平面要平整;墨輥軸線要平行,輥體要平整,輥與輥之間的壓力要均勻;水輥軸線要平行,輥體要平整,水輥與水輥之間壓力要均勻;滾筒體軸線與墨輥、水輥軸線都要保持平行,壓力均衡適度。根據該機出廠時所給的技術參數來確定包襯襯墊,軟包襯還要通過打滿版畫地圖工藝手段把橡皮滾筒包襯調整得更平整,誤差應在0.03mm以下。墨輥的調試
 著墨輥
著墨輥首先調整竄墨輥與著墨輥之間的壓力,然後調整著墨輥與印版之間的壓力。
著墨輥通常有四支,前面先接觸印版的兩支的作用主要是供墨,壓力適當大些,以對印版供足墨量;後接觸印版的兩支著墨輥主要起收墨作用,壓力應適當小些,使其收墨乾淨。
在調試壓力前應選擇一塊較平整且厚度誤差不超過0.02mm的印版裝在印版滾筒上。四支著墨輥由於直徑尺寸不一樣,其對竄墨輥與印版的壓力不能以數據表示。重要的是兩端的壓力一定要相同,在機器運轉時,墨輥兩端沒有明顯的跳動就可以了(憑手感接觸印版墨輥的兩端)。
如果著墨輥在印版上兩端壓力不一致,或在印版上有較嚴重的跳動,會引起墨輥在印版上的相對摩擦,很容易造成墨槓子。
水輥的調試
水輥有兩種,一種水輥是使用膠體輥來傳水,另一種是膠輥上包上水輥絨套來傳水。水輥包絨套最大的弱點是在印刷過程中有絨毛掉下,若轉移到印版上和印品上,會對印品特別是印滿版實地或空心字的印品質量產生影響。輸水系統一般由兩支著水輥,一支竄水輥、一支傳水輥和一支水斗輥組成,一般調試的重點是兩根著水輥。在機器運轉時先碰印版的這支水輥稱為上水輥,起到供足印版所需水份的作用;後碰印版的水輥稱為收水輥,主要起到把印版上多餘水份收乾的作用。由於兩根印版水輥的作用有所差異,故其調試壓力要求有所不同:上水輥的壓力相對比收水輥的壓力要大些,一般上水輥水跡寬度為5mm左右,收水輥水跡寬度為4mm。
水斗液
 |  |
當版面圖文空白出現油膩網點並糊,切忌用加大水量的辦法,應加大水斗溶液的濃度才對,一旦圖文出現有水漬再去加大墨量,就會引起墨大水大的嚴重乳化並造成惡性循環。墨量的大小掌握,也是十分重要,有條件的工廠,可買彩色密度儀來測定墨層密度值,一般黃版密度值為1.1~1.2,品紅版密度值為1.3~1.4,青版密度值為1.4~1.5,黑版密度值為1.8~2.0。
印版版面水份的控制要嚴格。一般理論上講,油墨與水混在一起就成為乳化狀態,油墨中的含水量最大不能超過30%的乳化值,超過最大的乳化值,油墨色相會變淡,印下來的圖文不容易乾燥,紙張背面會髒,導致印後的紙張伸長而造成套印上的不準等。所以一個機台上的人員,要掌握好開印時水斗溶液在版面上的用量,既不能太小,又不能太大。
水墨平衡項基本功
 著墨輥
著墨輥1)水墨輥磨損
墨輥在使用一段時間後,由於清洗塵粒、紙毛、墨皮等雜物,或安裝不當、壓力調節不勻等因素使水墨輥受到磨損,墨輥表面凹凸不平或軸心線不平直,嚴重時出現墨輥兩頭粗中間細或中間粗兩頭細的變形。膠印機工作時將引起墨輥的跳動,致使局部摩擦加重而產生間斷帶狀“條槓”。水輥的布套由於縫合接口不完整,或內徑尺寸不合適,或長時間使用後布套鬆弛起皺,或新水輥布套脫毛嚴重形成絨毛堆積,影響正常的輸水也可引發“條槓”的發生。
2)壓力調整不當
①滾筒間壓力調整不當。膠印機的滾筒通過相對擠壓來完成印刷,在滾筒滾壓過程中,相對應的兩個滾筒周而復始的由工作面(圖文接觸面)轉到空擋,再由空擋轉到工作面,兩次轉換使負載突變而產生衝擊。這種衝擊造成印刷圖文接觸面瞬時壓力變化及相對滑移,從而出現“條槓”。滾筒間
②著墨輥與印版滾筒壓力不當。雖然膠印機四根著墨輥的布局是前後粗中間細,採用不同直徑來避免“條槓”的重疊,但因四根著墨輥成兩組分別與印版接觸,每兩根著墨輥同時與一根竄墨輥接觸。當第一根著墨輥與印版滾筒空擋(叼口位置)接觸時,產生的衝擊力使竄墨輥被頂起,隨後落下,竄墨輥與著墨輥間產生滑移,影響第一根著墨輥轉移到版面的墨量變化,從而產生“條槓”,同時也影響第二根粉墨輥墨膜的均勻度;當第二根粉墨輥與印版滾筒空擋接觸時,也使竄墨輥經歷被頂高又落下這個過程,此時第一根著墨輥正處於印版內,落下的竄墨輥衝擊第一根著墨輥而產生“條槓”。同理,第三、四根著墨輥也會對印版產生“條槓”,因而整個版面出現時輕時重的“條槓”群。解決方法:經常檢查各墨輥的直徑與軸線公差精度,確保墨輥的正常工作狀態。按規範順序準確地調整各里輥與印版壓力,一般可調整到壓跡寬度依次為5mm、4mm、3mm,並保證著墨輥的軸向竄動小於0.3mm。
 著墨輥
著墨輥④水輥壓力調節不當。水輥與印版滾筒壓力過大時,印版滾筒在工作面和空擋轉換時產生的衝擊力使水輥發生震動,上水不均勻而產“條槓”。或因水棍與印版滾筒間摩擦加劇,將印版上的網點殘留墨層破壞,致使該處網點版基被破壞,吸墨不足造成“條槓”。解決方法:調節水滾與印版滾筒壓力時,用0.15—0.2mm的塞尺插入其間測試壓力,以手感有摩擦阻力但仍能順利抽出為宜。上面的水輥壓力應大於下面的水輥壓力,且兩頭壓力保持一致。
墨輥不良引起的印刷色差
平版,凸版等印刷工藝,印品能否獲得均勻的墨色,膠輥的質量有著至關重要的作用.承印彩色印刷晶的機器上,一般裝有傳墨輥、勻墨輥和著墨輥三種,其中對墨色濃淡影響較大的是傳墨膠輥和著墨輥。而墨輥的彈性、粘性、圓心度、硬度和表面光潔度如何,很大程度上決定了印品墨色質量。若著墨輥的彈性差、粘性不足、輥體偏心、膠體過硬以及膠體光潔度差等情況存在時,印刷過程中就容易造成刷墨不均勻或不穩定現象,使各印張的印刷墨色不一致。所以,印刷彩色產品應採用質量較好的膠輥,才能確保每一印刷周期塗布於版面上的油墨保持基本一致。若印刷大宗的產品,印刷中應適時對膠輥進行清洗,使滯留在膠輥上的紙塵、雜質得以清除,以保證油墨的均勻傳遞,防止印刷色差的產生。另一方面,應調整好墨輥與串墨鐵輥的接觸位置,一般自動印刷機設有幾組的串墨裝置,以實現均勻的輸墨。但是,如果膠輥與串墨鐵輥存有接觸不良情況,勢必造成傳墨不充分、不均勻,使印品橫向版面墨色出現濃淡不均況。對此,應調整膠輥兩端的軸頭,使膠輥與鐵輥間達到均勻的接觸狀況,調整後可采川5絲的鋼片塞進膠輥與鐵輥間進行抽拉檢驗,抽拉鋼片時以有明顯的阻力感為度。此外,還要調整好著墨膠輥與印版面間的接觸位置。若著墨輥調得過高時,版面得不到均勻、充足的油墨塗布量,並容易因著墨輥在版面打滑而產生印刷槓痕。若著墨輥調得過低時,版面上的油墨層將被刮到印版拖梢部位,造成印品墨色前淡後深的色差現象,即叼口部位墨色偏淡,拖梢部位墨色偏濃。著墨輥與印版面應調整成平行而又均勻的接觸狀態,只有準確調整好著墨輥與版面間的接觸位置,才能確保印晶墨色的均勻一致。 |  |
印刷:文字的藝術
| 印刷術是我國古代的四大發明之一。它和指南針、火藥、造紙共稱為中國古代的四大發明。 |
