
簡介
印版(printing forme),其表面處理成一部分可轉移印刷油墨,另一部分不轉移印刷油墨的印刷版。國家標準的解釋為:“為複製圖文,用於把呈色劑/色料(如油墨)轉移至承印物上的模擬圖像載體。”
用於傳遞油墨至承印物上的圖文載體,通常劃分為凹版,凸版,平板和孔版四類 (GB/T 9851.1-1990)。
概述
 印版
印版印版用於傳遞油墨至承印物上的圖文載體,通常劃分為凹版,凸版,平版和孔版四類(GB9851.1—90)。印版的功能就是印刷複製原稿圖文信息。
印版由版基和版面兩部分組成。班吉市銀般的支承體,具有一定的機械強度和化學穩定性;版面上有吸附油墨的圖文部分和不吸收油墨的空白部分,版面具有選擇接受油墨的功能。印刷時,只有圖文部分能夠接受油墨和傳遞油墨。
為了確保膠印印版的質量,製版工序的操作人員、質檢人員必須對曬版後的印版認真檢查,以便在大批量印刷之前找出製版質量問題,及時予以糾正,從而達到提高印刷產品質量,做好製版與膠印兩大環節之間的銜接。
印版圖文是否完整、連續;文字、圖文、線條是否流暢、完整。PS版感光膠膜結實、不虛、不脫落。PS版印版的空白部分要求乾淨、整齊。檢查版面有無髒點和劃痕等。髒點用PS版修版液進行除髒處理,雜質、灰塵等污物用清水;中洗乾淨,及時塗擦阿拉伯樹膠,以防印版空白部分氧化。
分類
按照印版上圖文與非圖文區域的相對位置,印版可以區分為凸版、平版、凹版和鏤空版,相應的印刷方式為凸版印刷、凹版印刷、平版印刷及孔版印刷:
1.凸版 圖文部分明顯高於空白部分的印版。包括活字凸版·感光樹脂版等。
2.平版 圖文部分與空白部分幾乎處於同一平面的印版。包括PS版·平凹版·多層版·金屬板等。
3.凹版 圖文部分低於空白部分的印版。包括手工機械雕刻凹版·相機凹版·電子雕刻凹版等。
4.孔版 圖文部分為通孔的印版。常用的孔版有鏤空版·絲網版等。
按印刷版所用之版材不同,有木版、石版、鋅版(亞鉛版)、鋁版、銅版、鎳版、鋼版、玻璃版、石金版、鎂版、電鍍多層版、紙版、尼龍版、塑膠版、橡皮版等。
木版,石版、玻璃版等,因不能彎曲,只能用於平床機印刷。銅版,鋼版多用於凹版印刷。其餘則為平版或輪轉印刷機所用。
合金版類有鉛、銻、錫合金溶液澆鑄之紙型鉛版或鑄為活字之排版。 有鎂,鋁合金米拉可版 (Miracol Plate),及銅、鎳合金之蒙尼金屬版 (Monel Metal)等。
多層金屬版有鉻面銅底之雙層金屬版(Bimetal Plate)及鉻面銅層鋼底(甚至有用 不鏽鋼材者)之三層金屬版(Trimetal Plate)。
區分方法
層次區分法
對於黑色和黃色來說,這個方法非常實用。一般來說,在四色版中,黑版多以短調複製,因此層次非常少,很容易辨認;由於在大部分作品中,黃色的成分都比較重,所以看起來黃版的層次很滿、很糊,也比較好認。而品紅版和青版,層次都差不多,如果沒有分色的經驗,用這個方法往往容易搞混。
特徵色區分法
一般有經驗的印前工作者,多用這個方法來區分。由於它符合分色原理,因此,使用起來準確性很高。我們知道,經過濾色片的分色後,各色版都有其基本色和相反色。如品紅版,其基本色是品紅、紅、藍紫色和黑色,相反色是黃、青、綠和白色。
因此,所有的紅色、藍紫色和品紅色,在品紅的分色膠片上都應該有很深的黑色。我們可以找到一些相關的特徵色,如紅旗、紅色印章、人物的嘴唇等等,這些部位在品紅版上都應該是深色,而且青版上則是淺色。相反,一些天空、大海、森林等,在品紅上則是淺色,而在青版上是深色。
角度區分法
這是藉助放大鏡,從膠片的分色角度上來觀察的。一般來說,黃版的角度總是90°。這是考慮到弱色版的特點來進行角度安排的。品紅、青、黑由於是強色版,因此必須避開出現龜紋,多以跟45°相差30°的角度差來安排,即15°、45°、75°。
強色版的角度可根據原稿的特點來確定,沒有固定的角度。而黃色是弱色版,即使出現龜紋,人眼也不易觀察得到。對於方形網點和圓形網點來說,當在一個象限中無法再安排第四個理想角度時,最差的角度就給了它。因此,它的角度都是安排在90°。注意,由於鏈形點的角度安排是0~180°,因此,對於鏈形點則另當別論。
網花區分法
如果有樣張,還可以利用樣張,進行網花區分法。將一張分色膠片拼放在樣張上,稍稍轉一個角度,在色調區部位會出現一些帶顏色的網花,即龜紋。如果出現的是品紅色的網花,則這張膠片是品紅版;如果是青色網花則為青版。這是為什麼呢?
我們知道,當兩種網點角度相差越小時,其生成的方塊花紋則越大,越明顯。當把一張單色膠片放在樣張上時,它的角度與四色樣張中的本色的角度是一樣的,膠片稍微轉一個角度後,膠片與四色樣張中的本色角度差很小,這個很小的角度差就很容易生成一個明顯的本色網花。
使用準備
要掌握膠印機的型號、生產廠家等特性
 印版測量儀
印版測量儀每個印刷單位的每台膠印機由於其型號、生產廠家等特性有差異,因此它們工作時所要求的特性也不同。更不用說每台膠印機的前規尺寸的定位會存在著差異。下面就以本單位的幾台典型膠印機為例講一講它們前規尺寸的定位差異。如:北京人民機械廠生產的對開膠印機,象J2108B型的單色對開膠印機它所用的印版前規尺寸的定位是9cm,也就是通常所講的版心到印版邊
緣的距離是9cm;象JS2102型的單色對開雙面膠印機,它所用的上下印版的前規尺寸的定位是相同的為4.5cm,即就是版心到印版邊緣的距離為4.5cm;但是同為雙面對開單色膠印機,它所用的上下印版的前規尺寸的定位不相同,上版的前規尺寸的定位是7.5cm,下版的前規尺寸的定位是6cm。因此說同為對開單色雙面膠印機其所用印版的前規尺寸的定位會因生產廠家的不同而存在差異;象北京人民機械廠生產的J2205型對開雙色膠印機,也會應型號的不同,其所用的印版的前規尺寸也不相同,它的前規尺寸定位是10cm,但是在印刷書刊版時它的前規尺寸的定位是10cm,而改印書刊封面時,它的前規尺寸的定位是9cm,這又屬於一個特點。
確切了解工作要求及所制印版的使用對象
通常印刷企業,它們的業務都有一定的規範,也就是常說的在某一範圍內,很少會有跨專業承接業務的。這對製版人員來說在他們中間無形中形成了一個不成文的規定:非特殊情況下,其所制印版的前規尺寸的定位似乎固定不變。但一遇到特殊情況,就要先看傳票、樣品再尋找對策。下面就以制書刊封面的印版為例講一講在實際操作過程中其前規尺寸的定位,主要分五個步驟:
1.接到傳票後首先要看清楚上面所寫的要求(對印版的要求),然後清晰安排印台。
2.分清供給底片的天、地角,即叼口所在方向。量好版心的實際尺寸及是否留有切口。
3.此次印刷封面是否要求留有勒口,特殊的情況應特殊去對待。
4.看底片的標線在哪裡,應當注意到前規尺寸的實際數據是正常尺寸加上勒口的尺寸減去機器咬口的尺寸(一般膠印機的咬口尺寸是在1.5~2cm之間)。
5.最後再重新量整個版心的尺寸,以及與所用紙張之間的對比。由此也可以看出,要想製成一張合格的印版,使印版前規尺寸的定位恰到好處,與看清要求,看清針對的對象也是不可分開的。
原材料的具體情況
 柔印版
柔印版制印版時往往使人只記住如何去計算前規的尺寸,而忽視了原材料的具體情況,因為有時候原材料的具體情況,對印版前規尺寸的定位有著舉足輕重的地位。如:原材料的尺寸等。如制印版所用的YP-II型陽圖PS版的尺寸(92x76cm),印刷所用的已開切好的紙張尺寸(正常對開紙的尺寸是78.7x54.5cm,大對開紙的尺寸是85x58.5cm;國際版對開紙的尺寸是88.5x61.5cm)如哈爾濱機械廠生產的雙面單色對開膠印機,其所用印版的尺寸88x76cm規格,就比正常YP-Ⅱ型陽圖PS版
制的印版的尺寸短4cm,再比如方三開紙(52x54cm)與長三開紙(36x78.7cm)的尺寸,它們之間的尺寸差異不明顯容易混淆。
如不去了解實情,往往會出錯。知道所用的紙張的尺寸,如果在製版時,對印版的前規尺寸把持不準時,那么可根據已知裁切好的紙張尺寸減去已知版心的尺寸除以2得到咬口的尺寸,再與平時製版的數據相結合去推算,這樣就能算出此張印版針對的膠印機所需要的前規尺寸。因為在日常工作中一般每台膠印機的咬口在1.5~2cm範圍之間,根據兩者的對比,就能得到所求證的數據是否正確。
在日常工作中,一般情況下製版是前規尺寸確定整個版心距。但是,在特殊的情況下,印版在製作時不能距中間,或左或右偏向某一方向,比如,膠印機上的橡皮滾筒或印版筒某邊的某個部位出現問題,不能確保印刷質量,但是其餘部位都很好,為了把損失降到最低限度,又在不影響印刷質量的情況下,這就要在製版時把印版的整個版心偏左或偏右的移動製版,有時也會為了照顧膠印機上不用調動走紙規矩線,以求印刷方便,再者切割機上切紙好計算,不用下邊角料,造成不必要的浪費,印版的版心在製作時,也會偏左或偏右於某一方。比如在印製方三開印刷品時,它的開紙規格是52x54cm,這種印刷品在印製時需要調動膠印機的走紙規矩線;如果此時把紙張的尺寸開成正常對開尺寸,印刷完畢後把沒有用的部位切割下來,也不會造成紙張的浪費,那也可省去膠印機上的操作人員的許多麻煩,何樂而不為呢?這些都需要製版人員在制印版前仔細看傳票或先了解自己準備印刷用的紙張。否則在按照常規去制印版,必定會造成印版或是紙張的浪費。
相關介紹
無水印版的原理
 印版
印版Toray無水印版的結構是多層疊壓型的,最底層為鋁基版,在它的上面塗布了一層光敏聚合材料,這是中間層,最上面一層為2個微米後的矽樹脂橡膠層。根據Toray無水印版的類型不
同,其耐印率從150,000到600,000印張,這一數據是以普通的銅板紙為例。如果紙張的表面比較粗糙,耐印率會有一定程度的下降。Toray無水印版是可回收的,與傳統的可回收PS版一樣。Toray印版非常適合各種單張紙和輪轉膠印印刷機上。
這種印版的曝光同樣可以使用傳統的吸真空曬版機和光源,而且曝光時間也與傳統印版的曝光時間相差不多。曝光的時候,通過膠片上密度的大小對UV光量進行控制,從而使光線穿透矽樹脂層照射到中間的光聚合物層上。在光聚合物層上的光反應非常精確,印版的解析度很高,可以達到175線/英寸,出網點的範圍為0.5%-99.5%。下圖為傳統濕印版和無水印版的成像機理。
曝光後,對印版進行顯影,顯影的過程非常簡單。對無水印版顯影的設備與傳統的顯影設備不同,它套用特製的化學試劑和處理印版的機械結構。處理後的印版在非圖文區為斥墨的矽樹脂層,在圖文區,矽樹脂層已被去除,剩下親附油墨的光聚合材料。在設計的時候可將印版設計成選擇性地吸附和排斥油墨,無需使用任何水和酒精。
無水油墨和傳統油墨之間的主要區別是使用的樹脂和連線料的不同。無水印刷油墨的連線料是根據它的流變性進行選擇的,它比傳統油墨中的連線料黏度要高一些。無水印刷的原理是印版非圖文區的矽樹脂層具有較低的表面能,如果油墨的黏度比較高,那么它自身分子相互吸引的力量要高於與矽樹脂親和的力量,這樣此處的材料便具有較強的排斥油墨性。
影響黏度的主要因素為溫度,由於無水印刷過程中沒有水的參與,因此就失去了一個對印版表面溫度進行冷卻的物質。由於摩擦,印版滾筒表面的溫度將不斷上升。同時由於無水油墨的粘性較高,在滾筒研磨油墨的過程也會造成滾筒表面的溫度升高。
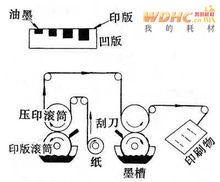 凹版印刷
凹版印刷這就是為什麼在無水印刷設備上需要對溫度進行精確控制的原因。最流行的系統採用震動製冷技術,在製冷的過程中,油墨輪內的空心震動冷卻輥抽出冷卻劑。這一結構在高速輪
轉膠印機上已經套用多年了。現在對它改進後,也開始套用在單張紙印刷設備上。幾乎所有的單張紙印刷機製造商都提供空心油墨震動輥,對溫度進行控制。下圖為無水印刷機典型的溫度控制系統。油墨震動輥的數量不同,溫度控制的效果也不同。 溫度控制系統的功能是通過滾筒運轉的軌跡將冷凍劑進行循環,去除由印刷單元機械運動所產生的熱量。
值得注意的一點是該類型的系統並不是為冷卻(或製冷)墨輥而設計的,而僅僅是為了維持印刷機正常運轉時的固有常溫。只有保持固定的溫度,油墨的黏度才能被保持到最佳狀態。下圖為無水印刷的溫度控制系統中最佳溫度任務視窗。
故障排修
凹印印版故障
在凹版印刷中影響套印精度的因素很多,如,採用的主電機及其控制系統的穩定性和可靠性,齒輪箱的傳動形式及精度,導紙輥動靜平衡的好壞,電氣系統的靈敏度及可靠性,設備在使用過程中出現的違章操作,機械系統保養不檔造成的磨損,局部變形等均是套印不準的因素。在這主要分析一下與版輥相關的一些因素。
版輥的機械精度
 印版
印版目前製版商出廠的版輥機械精度一般均要達到
以下要求:
長度極限偏差輥長的±0.2%
直徑極限偏差±0.02mm
壁厚範圍6mm-12mm
鍵槽寬度深度極限偏差+0.3mm
錐孔錐度極限偏差±1°圓柱度不大於0.03mm
法蘭圓角7mm~11mm
動平衡80g以下(1200r/m)
版輥精度超差是造成套印不準的原因之一。單凹機目前製版有兩種形式一種帶軸版,一種空心版。 1.帶軸版
帶軸版費用高,但加工精度也高。因為帶軸版製版商加工時要經過進口MDC車磨而成,一方面車磨機的精度高,另一方面車磨時的基準點與印刷時的基準點相同,所以印刷時版輥機械精度高。
2.空心版
空心版費用略低,但由於製版時的加工基準難以同印刷基準相同,其次即使製版同印刷基準找一致,還存在印刷時操作工穿軸時不規範或穿槓軸長期拆卸,尤其是野蠻拆卸造成軸損傷,使得實際穿軸後,版輥左右跳動超差,不圓度超標等均是套印不準的主要原因。
紙張絲縷方向對套印的影響
一般來說,紙張纖維的橫向膨脹要比紙張纖維的縱向膨脹大得多,一般為2~8倍。因此,紙張纖維的橫向伸長也就比縱向伸長大得多了。直絲縷紙張印刷是指印刷的紙張纖維方向與滾筒轉動方向一致。橫絲縷紙張印刷是指紙張纖維方向與滾筒軸線方向一致。直絲縷紙張從開機到印完,紙張的伸縮變化是橫向大於縱向,印刷後就出現了紙張圖文容易產生橫向套印不準。橫絲縷紙張印刷後,紙張的伸縮變化是縱向大於橫向,印刷後圖文容易產生縱向的套印不準。因此用何種絲縷紙張印刷,此絲縷紙張的伸縮變化量均要提供給製版公司。
製版公司在電雕工段有整體縮放功能
 印版
印版可根據紙張絲縷的固定變化量進行橫向整體縮放或縱向整體縮放
來彌補紙張絲縷引起的變化。
利用陷印(彌蓋)彌補套印誤差
從根本上來說,彌蓋技術的目的主要是為了補償印刷機的套印誤差(因為再精確的印刷機均存在機械誤差),彌蓋方式分內縮和外擴。
1.內縮(表印印刷色序一般為由淺至深)
彌蓋內縮是將上一色均勻內縮小於下一色0.05mm~0.1mm。例如:大紅色下將黃縮小一線。深紫色下將紅縮小一線。但內縮一般適用於較大面積兩色相疊的圖案,不適用小圖案。
2.外擴(表印印刷色序一般為由淺至深)
外擴式彌蓋在實際運用中很多,凡相鄰顏色一般均採用淺向。
印刷:文字的藝術(二)
| 印刷術是我國古代的四大發明之一。它和指南針、火藥、造紙共稱為中國古代的四大發明。 |
