
結構原理
直流弧焊發電機又稱鏇轉式直流弧焊機,它是一種特殊的直流發電機。直流弧焊發電機除了能發電之外,還具有能夠滿足焊接工藝要求的性能。
直流弧焊發電機的基本結構如圖1所示。主要結構是由:殼體、定子總成、前後端蓋、轉子總成、風扇、三角帶輪等部分用螺釘連續而組成。其工作原理主要由外力通過三角皮帶傳動轉子軸鏇轉而發電。在無動力電源的場合,拖動動力可用柴油機或汽油機來代替電動機。
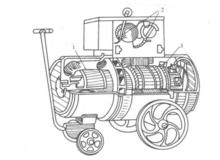 圖1 直流弧焊發電機結構
圖1 直流弧焊發電機結構在直流弧焊發電機空載時,發電機應具有一定數值的空載電壓,一般為60~90V。這個電壓如果過高,會影響人身安全;如果過低,又會影響起弧。在空載電壓下,焊條剛接觸工件的瞬間,形成短路狀態,這時電焊機的端電壓立即下降到零,迴路中有一定數量的短路電流。然後將焊條稍稍離開工件,便形成了穩定的焊接電流(電流弧),起弧後的工作電壓(電弧壓降)維持在20V左右,並維持一定的短路工作電流供焊接使用。各種不同類型的直流弧焊發電機除採用不同的方式獲得能夠滿足焊接工藝要求的性能(具有陡降的外特性)外,還要求能在一定範圍內方便地調節焊接電流。
類型及特點
答:直流弧焊發電機主要有裂極式、換向極式和差復勵式三種。
(1)裂極式直流弧焊發電機。AX一320型直流弧焊發電機是一種三電刷裂極式直流弧焊發電機,它的接線原理如圖2所示。
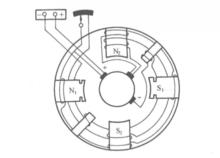 圖2 AX-320型接線圖
圖2 AX-320型接線圖這種直流弧焊發電機的4個磁極不是按正常交替(N S N S)分布,而是按兩個N極(N1、Nz)和兩個S極(81、S2)相鄰分布的。這相當於兩極直流發電機中每個N極和S極都分裂成兩半,故稱裂極式。分裂後的Nl及S1稱為主極.它的鐵心截面較小,且有狹頸。使磁路易飽和;N2和境稱為交磁極,其鐵心截面較大,磁路不易飽和。發電機的勵磁由兩套並聯的並勵繞組所構成。一套分布在N1、N2、S1、S2 4個磁極上.其電流不可調節;另一套分布在Nz、&2個交磁極上.其電流能夠調節。空載時,主磁極的磁路已經飽和.交磁極的磁路未飽和,能產生較高的空載電壓。在焊接過程中,南於焊接電流的增大,引起電樞反應對交磁極產生去磁作用,使發電機的總磁通量減少,導致工作電壓下降,從而獲得焊接丁藝要求的陡降的外特性(即工作電壓隨焊接電流增大而迅速下降的特性)。其焊接電流的調節分粗調(移動電刷)和細調(調節磁場變阻器)兩種。
(2)換向極式直流弧焊發電機。這種直流弧焊發電機有4個主磁極和4個換向極。換向極的極面較寬,且與相鄰的異極性的主磁極距離較近。換向極的作用是:①增加主磁極的漏磁;②在發電機]二作時,增加對主磁極的去磁作用;③當移動電刷調節焊接電流時,改善發電機的換向性能。換向極式直流弧焊發電機依靠換向極的去磁作用。可以獲得較好的陡降的外特性。
(3)差復勵式直流弧焊發電機。這種直流弧焊發電機由他勵或並勵繞組勵磁,串勵繞組產生的磁通與主磁通方向相反,故稱為差復勵。差復勵直流弧焊發電機依靠串勵繞組的去磁作用,可以獲得陡降的外特性。其粗調焊接電流是利用外部接線端子的換接,改變串勵繞組的匝數來實現;細調則用調節磁場變阻器來實現。
使用與保養
(1)對於新焊機或長期不用的焊機,應仔細檢查焊機有否損壞。通常用500V的絕緣電阻表測量各繞組對機殼及繞組之間的絕緣電阻,測量值應不低於0.5MQ,否則應進行烘乾處理。此外,還應檢查發電機的電刷和換向器的情況以及其他控制電器的情況是否正常。對於新焊機,套用清潔的布浸少許汽油將換向器輕輕擦淨。
(2)對於由三相異步電動機拖動的直流弧焊發電機,接入電網前應按規定將電動機接成三角形或星形。
(3)在焊機輸出接線柱上分別標有正極和負極,使用時應根據焊接工藝所要求的極性接線。
(4)啟動前,應檢查各部分的接線是否正確可靠。電動機接入電源後的第一次啟動,必須檢查鏇轉方向是否與規定的方向相符。如與規定的方向相反,應將電動機三相接線中的任意兩根線調換一下,以改變轉向。
(5)焊機在運行中必須注意:在規定的負載持續率下,相應的焊接電流不應超過銘牌上的額定值。
(6)工作過程中,如發現換向火花過大、機組聲音異常、接線螺母鬆動等,應及時處理。
(7)電刷的壓力要適當,電刷磨損過多時,要及時更換。
(8)應注意保持焊機的清潔,要特別注意換向器在電刷接觸處不得有灰塵、雜物。
(9)焊機在室外工作時,應避免雨、雪侵入焊機內部。當焊機絕緣電阻低於規定值時,必須予以乾燥。
