
工具機
 珩磨
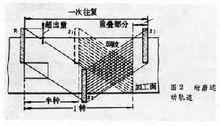
珩磨珩磨一般採用珩磨機,工具機主軸與珩磨頭一般是浮動聯接;但為了提高糾正工件幾何形狀的能力,也可以用剛性聯接。珩孔時,珩磨頭外周一般鑲有2~10根油石,由工具機主軸帶動在孔內鏇轉,並同時作直線往復運動,這是主運動;同時通過珩磨頭中的彈簧或液壓力控制油石均勻外漲,對被加工的孔壁作徑向進給。圖1為內圓珩磨示意圖。珩磨頭每分鐘往複次數與轉數之比應取非整數,使磨料在工件表面形成的加工痕跡成為交叉的網紋而不相重複。圖2為單條油石在孔內珩磨時的運動軌跡。油石上下往復一次,工件迴轉一圈多。粗珩油石的磨料粒度為120~180,精珩用W28以下的細粒度油石。油石寬為3~20毫米,長度約為孔長的1/3~3/4。油石在孔內往復移動時,兩端超越孔外的長度不宜大於油石全長的1/3,否則易產生喇叭口;但超程小於油石長度1/4時,又會使孔呈鼓形。外圓、平面的珩磨原理和操作要求與內圓珩磨相同。
珩磨餘量一般不超過0.2毫米。珩磨的圓周速度,對鋼材加工約為15~30米/分,對鑄鐵或有色金屬加工可提高到50米/分以上;珩磨的往復速度不宜超過15~20米/分。油石對孔壁的壓力一般為0.3~0.5兆帕,粗珩時可達1兆帕左右,精珩可小於0.1兆帕。由於珩磨時油石與工件是面接觸,每顆磨粒對工件表面的垂直壓力只有磨削時的1/50~1/100,加上珩磨速度低,故切削區的溫度可保持在50~150℃範圍內,有利於減小加工表面的殘餘應力,提高表面質量。為了沖刷切屑,避免堵塞油石,同時降低切削區溫度和降低表面粗糙度,珩磨時採用的切削液要有一定的工作壓力並經過濾。切削液大都採用煤油,或煤油加錠子油,也有採用極壓乳化液的。在沒有專門珩磨機的情況下也可以將珩磨刀架安裝在立式鑽床上來實現珩磨內孔的任務。
行業概況
北京拋麗斯科技有限公司甘健先生認為:供求關係是一個行業能否快速發展的前提。目前來看,市場需求是很大的,而供應方面卻略顯不足,尤其是擁有核心智慧財產權,產品質量過硬的企業並不多,行業整體缺乏品牌效應。在需求旺盛的階段,行業需求巨大,發展前景好,這是毋庸置疑的。但如何保持行業的健康,穩定且可持續發展,需要業內企業的共同努力,尤其需要發揮吃毛求疵的研發精神,進一步提高生產工藝,降低成本,真正解決客戶的實際困難,嚴把質量關,提供最可靠的產品。
