
概述
 爆炸焊接
爆炸焊接 爆炸焊接可將用傳統方法不能焊接在一起的不同類金屬焊接在一起。例如,鋼和鋁、鈦和鋼、銅和鋼、鋼和鉛、鉛和鋁,用爆炸焊接就可焊在一起。因為在有些情況下,如果用傳統的焊接方法,施加的熱會引起兩種金屬熔化並形成一種脆性合金,使焊接無效。金屬焊接中的困難,如鉛的低熔點,用爆炸焊接就能消除。許多不同金屬的無數次爆炸焊接試驗都得到了良好的結果。
爆炸焊接的焊縫比熔接焊接的接縫強度高,且熱處理材料可以用爆炸焊接而不引起性能的降低。
爆炸焊接基本上是一個“冷”焊過程,因為爆炸焊接中產生的熱量可忽略不計且快速散失。這種特點使爆炸方法適用於焊接硬化加工過的和熱處理過的材料而不影響它們的性質。
有些高強度和高硬度材料,如硬化工具鋼、鎢鉻鈷硬質合金和鈹,因其撞擊低強度而不適於爆炸焊接。
研發歷史
爆炸焊接是L。R。Carl在1944年首先提出來的,他第一個觀察到了由炸藥爆轟引起的材料在高速碰撞下能夠實現固相焊接,於是提出了利用爆炸和超音波技術把各種金屬焊接在一起的構想。隨後,美國的Philipchuk第一次把爆炸焊接技術引入到實際工業中,成功地實現了鋁與鋼之間的爆炸焊接。之後,關於爆炸焊接的工業套用以及理論、試驗研究便在英國、蘇聯、德國、捷克、日本等國迅速展開。
中國對爆炸焊的研究開始於20世紀60年代,1968年大連造船廠試製成功了第一塊爆炸複合板。人們對材料的性能的高要求極大地推動了爆炸焊技術的發展。自20世紀80年代以來,爆炸焊接理論和實驗技術得到了長足的發展,套用技術也有了許多創新,使得該技術在化工、石油、製藥、造船、軍事,甚至核工業、航空航天等領域都有廣泛的套用。
原理
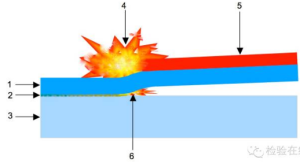
爆炸焊接時,通常把炸藥直接敷在覆板表面,或在炸藥與覆板之間墊以塑膠、橡皮作為緩衝層。覆板與基板之間一般 留有平行間隙或帶角度的間隙,在基板下墊以厚砧座。炸藥引爆後的衝擊波壓力高達幾百萬兆帕,使覆板撞向基板,兩板接觸面產生塑性流動和高速射流,結合面的氧化膜在高速射流作用下噴射出來,同時使工件連線在一起。
方法
爆炸焊接實施的方法通常有五種:平行安裝法、夾角安裝法、平行—夾角安裝法、雙夾角安裝法和雙面敷藥法。
按照爆炸焊接時焊件的布置方式、布藥方式、能量傳遞介質條件及產品結構條件不同,爆炸焊接實施方法略有差異,常見的焊件布置、布藥、介質條件、產品結構形式及由此帶來的不同實施方法。
爆炸焊分點焊、線焊和面焊。接頭有板和板、管和管、管和管板等形式。所使用炸藥的爆轟速度、用藥量、被焊板的間隙和角度、緩衝材料的種類、厚度、被焊材料的聲速、起爆位置等,均對焊接質量有重要影響。
特點
爆炸焊所需裝置簡單,操作方便,成本低廉,適用於野外作業。爆炸焊對工件表面清理要求不太嚴,而結合強度卻比較高,適合於焊接異種金屬,如鋁、銅、鈦、鎳、鉭、不鏽鋼與碳鋼的焊接,鋁與銅的焊接等。爆炸焊已廣泛用於導電母線過渡接頭、換熱器管與管板的焊接和製造大面積複合板。
優缺點
優點
 爆炸焊接
爆炸焊接 1、結合力強,可及實現同種或異種金屬材料的連線,尤其是普通焊接方法無法焊接的不同金屬間焊接。
2、可焊接的尺寸範圍非常寬(一次性可焊接面積13 ̄28㎡)
3、可進行雙層、三層甚至多層焊接,同樣也可焊接兩種、三種甚至多種材料間的焊接。
4、可以進行普通焊接方法無法焊接的不同金屬間焊接。
5、通常採用的焊接方法基體金屬受熱影響是不可避免的,而爆炸焊的熱影響向區域極小。
6、工藝非常簡單、沒有複雜的設備,投資非常少和套用方便的特點。
7、 不需要填充金屬,可節省貴重金屬的成本。
8、爆炸焊結合處呈現波浪形,這是反應焊接牢固度的標識。
缺點
但是,它也有它的不足之處:
1、被焊金屬材料必須具有足夠的韌性和抗衝擊能力,以便能夠抵抗爆炸產生的劇烈衝擊碰撞。
2、由於是依據爆炸時金屬產生噴射的作用,導致此焊接方法僅適用於平面或者柱面的焊接,複雜的結構不適合。
3、由於採用炸藥作為能量來源,所以危險係數相當高。
4、再者就是需要特定的空間進行運行,比如露天或者坑洞,產生的噪聲和氣浪,對周圍的環境有影響。
能源來源
爆炸焊接的能源是炸藥的化學能。主要的工藝參數是炸藥的用量和焊件之間的間隔距離,有關參數根據炸藥密度、爆速、覆板的密度(強度)等因素計算,並在實爆中測試最佳化。
爆炸焊接投資少,成本低。而且能夠進行大面積工件的焊接,用途極為廣泛。但是在生產過程中會產生噪聲和地震波,對爆炸場附近環境和居民造成影響,因此,爆炸加工場一般應建在偏遠的山區。同時爆炸加工露天作業受天候影響較大。有些廠家如美國的 DMC 將爆炸場建在地下。較好的解決上述問題。
安全防護
爆炸焊接中地震波的安全校核和安全防護
炸焊接是利用炸藥的能量,將兩件(或多件)複合材料,在爆轟波作用下,實現高速斜碰撞而焊接在一起。爆炸焊接作為一種特種焊接技術,在國防、航空、航天、石油、化工、機械製造等許多領域得到了廣泛的用。爆炸焊接最突出的特點是:可將性能差異極大、用通常方法很難熔焊在一起的金屬焊接在一起;爆炸焊接結合面的強度很高,往往比母體金屬中強度較低的母體材料的強度還高。但爆炸焊接與其他爆破工程一樣,因為是以炸藥為能源,所以也存在有爆炸地震波、爆破毒氣、爆破噪音等安全方面的問題。作者結合爆炸焊接的特點,對這些安全問題作一些分析和探討,並分別提出相應的安全防護措施。
爆炸震動是爆炸的主要危害之一。爆炸焊接一次起爆藥量大,因此,對爆炸焊接地震波的校核和防護就顯得格外重要。
爆炸焊接震動的安全防護措施
為了減小爆炸焊接中爆破震動對周圍環境的危害,通常情況下,主要採取兩種措施:
(1)在爆炸焊接作業點挖一、二米左右深的基坑,在基坑中填以鬆土和細沙,將基板置於鬆土和細沙之上。爆炸焊接時,基復板向下運動的能量將有較大一部分被鬆土和細沙所吸收,使之不能向外傳播;同時,細沙和鬆土對表面波的傳播也不利,可以降低表面波的傳播能量。
(2)在距爆炸焊接施工點20米的範圍處挖設寬1米、深2.5米左右的防震溝。為防止爆炸焊接時將溝震塌,可在溝中填以稻草、廢舊泡沫塑膠等低密度、高空隙率的物質。防震溝可截斷一部分地震波、特別是表面波的傳播通道,明顯地降低爆破地震波對周圍環境的影響。
因為爆炸焊接是裸露爆破,爆炸產生的毒氣不受阻礙地向四周傳播,所以在進行連續爆炸焊接作業時,必須考慮毒氣對周圍環境的影響。
(1)炸藥為非零氧平衡炸藥:當炸藥為負氧平衡時,由於氧量不足,CO2易被還原成CO; 當炸藥為正氧平衡時,多餘的氧原子在高溫、高壓下易同氮原子結合生成氮氧化物。
(2)爆炸反應的不完全性:由於炸藥組成成分的配比是按反應完全的情況確定的,而當炸藥受潮或混合不均勻時,實際炸藥爆轟往往有部分反應不完全,爆轟產物偏離預期的結果,這樣必將產生較多的有毒氣體。
3)炸藥與其他組分的作用:爆炸焊接時,一般用硬紙板、塑膠板或木板做成裝藥框;另外,為了保護復板表面,常常用油氈、橡膠、黃油等作緩衝層,蓋塗在復板表面,以使其不直接與炸藥接觸。當炸藥爆炸時,這些可燃物質就會與爆轟產物作用而產生有毒氣體。
(4)毒氣的種類:爆炸焊接產生毒氣的種類與炸藥的種類、炸藥的受潮程度、藥框及緩衝層的材料等有關。當使用硝銨類炸藥時,一般會生成:NO、NO2、N2O3、H2S、CO和少量的HCl等有毒氣體。
爆炸焊接毒氣的防護
在不採取任何措施的情況下,爆炸焊接產生的灰塵和氣體呈蘑菇狀,可以衝起二、三十米高,隨風飄出一、二千米之外。對爆炸焊接產生毒氣的防護方法有:
(1)採用混合均勻的零氧平衡炸藥,使爆炸產生的有毒氣體量降低到最少。
(2)避免使用受潮的炸藥,同時採用高能炸藥(如TNT、RDX等)作起爆藥柱,加強起爆能,確保炸藥反應完全。
(3)在爆炸焊接作業點安裝自動噴霧灑水裝置。在爆炸焊接完成的瞬間,立即進行噴霧灑水,能大大抑制爆炸毒氣及灰塵的產生和擴散。
在爆炸焊接時,炸藥裸露空氣在中爆炸,無覆蓋,故產生的噪音遠比同當量地下藥包大。
爆炸焊接噪音的防護
爆炸焊接是裸露爆破,且用藥量大而集中,故其防護比較困難,通常採用的防護措施有:
(1)安排合理的作業時間,避免在早晨或深夜進行爆炸焊接作業,以減少擾民和大氣效應所引起的噪聲增加。
(2)對因工作需要,不可能撤離爆炸點很遠的現場工作人員,可戴耳塞或耳罩進行防護。
(3)必要時,可挖設一深坑,將爆炸焊接裝置置於坑中,裝藥完成後,用廢舊膠等將坑封口,膠帶上覆蓋以濕土或濕沙(注意土或沙中不能夾雜小石子)。
爆炸焊接作業地點通常都選在遠離居民區的偏遠地帶,當考慮了噪音的影響,也考慮了衝擊波的效應後,一般不再重複考慮衝擊波的效應。唯一應注意的是:起爆時,所有施工人員都應撤離到以衝擊波安全距離所確定的警戒線之外,以免發生衝擊波傷人事故。
由於爆炸焊接時,炸藥是裸露在空氣中的,且與裝藥下表面接觸的為金屬復板,因此爆炸焊接中,一般不會產生飛石,但應注意,切忌用碎石或鐵絲等堆積、纏繞在裝藥框周圍,否則這些固體硬物可能飛出,造成傷人、毀物之惡果。
爆炸焊接作為一種特種焊接技術,其裝藥形式和一般土石方爆破有很大的區別,其爆破時對周圍環境產生的危害也有自己的特點。若與土石方爆破相比較,則爆炸焊接的毒氣、噪音、地震波危害較大而飛石危害較小。因此,在選擇爆炸焊接作業點或進行爆炸焊接的安全性校核時,首先要用一次爆炸焊接的最大用藥量對地震波、毒氣、噪音進行計算,並與《爆破安全規程》中國家標準的允許值相比較。必要時就需採取種種防護措施。
