
簡介
淬火劑中的有機聚合物完全溶於水,形成清亮、均質的溶液。但當溫度超過 74℃(165℉)時,聚合物便會從水中析出分離,形成一層不溶解的相。該產品克服了水冷卻速度快,易使工件開裂;油品冷卻速度慢,淬火效果差且易燃等缺點。
當用淬火劑的稀釋溶液冷卻熱的金屬時,液體有機聚合物會在金屬表面沉積,形成一層薄膜。可以通過調節薄膜的厚度部分地控制金屬的冷卻程度。薄膜的厚度則是通過調節淬火浴中淬火劑的濃度來完成。也可通過調節淬火液的溫度或攪拌程度來控制冷卻。淬火劑跟其他的水溶性聚合物淬火液(劑)的主要區別在於:控制熱轉換的多聚物成分不同。
特性
◆ 淬火劑水溶液在常溫下均勻透明溶液,當溫度升高時,淬火劑溶解度反而會下降,溶液就從透明變為混濁,到達74℃時聚合物的線型大分子就會從水中析出,並與水完全分離。(這叫做逆溶性,74℃就是逆熔點)。
◆ 通過調整其水溶液的濃度,可在很大範圍內調整其冷卻能力,可以得到介於水油之間,以及相當於油或者更慢的冷卻速度,也可以和Quench PA配比使用來調節冷卻曲線。
◆ 淬火劑需要最少量的添加處理,因為它們和普通的聚乙烯醇和溶解油相比,不易變質和被氧化。主要的添加工作就是補充蒸發損失掉的水。
◆淬火劑和普通的油性淬火油(劑)相比,能除去煙塵、煤灰和殘雜物。使設備維護和工廠清潔工作變得輕鬆簡單。
◆淬火劑在0℃(32℉)以下會凍住,使用前需要在室溫下解凍並混合,產品功能不會受到影響。
◆水性淬火劑對黑色金屬及有色金屬均無腐蝕,淬火工件光亮且有短期防鏽作用。
◆推薦最佳溶液溫度 20~50℃,應不高於60℃。
淬火劑冷卻曲線
圖表1和圖表2顯示了Wonder Quench PE在實驗室測試時的冷卻率,實驗使用一個不鏽鋼的測試圓柱體(長是直徑的4倍),在它的幾何中心安置有電熱偶。
圖表1用Wonder Quench PEE和傳統的淬火油做了比較。圖表2顯示了流體流動(循環)對濃度和浴溫都確定的Wonder Quench PE的影響。這些曲線僅對一般的比較有效。
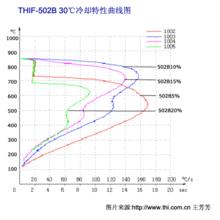 特性曲線,30度
特性曲線,30度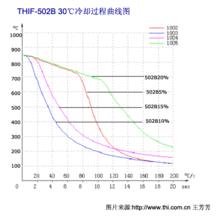 淬火過程曲線
淬火過程曲線使用方法
1、在配PAG淬火液之前,應將淬火槽和循環冷卻系統徹底清洗干將,如果原系統用過油,須用工業清洗劑做清洗。
2、配置PAG淬火液時,先注入普通自來水至正常液面的50%,再加入所需PAG淬火劑原液,同時攪拌循環,再加自來水至正常液面。
3、PAG淬火劑含有防鏽劑,對淬火槽及工件有短期的防鏽作用,使用中,硬水中的陰陽離子會消耗一部分淬火劑中的防鏽劑,一般在補加了新液就會補充防鏽劑的濃度。
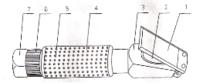 手持式糖度折光儀
手持式糖度折光儀4、PAG淬火液的濃度測量很簡單,只需用手持式糖度折光儀測試 即可(如下圖,圖中:①蓋板;②檢測稜鏡;③稜鏡座;④望遠鏡和外套;⑤調節螺絲;⑥視度調節圈;⑦目鏡。)
這種折光儀的使用方法如下:先開蓋板1,取出所測試的淬火液滴數滴於檢測稜鏡2的鏡面上,合上蓋板1,然後將蓋板朝向明亮處,邊觀察目鏡7邊轉動調焦圈,直到視場分界線清晰可見。讀出該分界線的刻度數,即為所測淬火液的折光率。
PAG淬火液濃度=折光率×2.5%
5、在使用海益PAG淬火液的過程中,應酌情定期取樣測量並控制好它的濃度,以使淬火工件達到最佳。
6、PAG淬火液的溫度和冷卻性能有一定的關係,允許使用的溫度為0℃-60℃,推薦使用的最佳溫度為20℃-40℃. 工件在淬火液中攪動或者使淬火液循環流動都可以增大工件和淬火液之間的流速,從而增大工件的淬火冷卻速度.為使工件表面形成的聚合物包膜基本不被沖刷掉,攪動和循環產身的相對流速不宜過大,最好不要超過0.6m/s。
7、增加PAG淬火液的濃度,便可降低其淬火冷卻速度;反之,加入自來水降低淬火液的濃度,便可提高淬火冷卻速度。將淬火液加熱或在生產中停止冷卻循環,以升高淬火液的溫度,便可降低淬火冷卻速度;相反,降低液溫。則可提高淬火液冷卻速度,在淬火液濃度偏低時適當提高液溫以防止淬裂;濃度偏高是加快工件的擺動以保證淬硬。在天冷液溫升不高時可採用較高一點的濃度,以便得到穩定的淬火冷卻效果。天熱時採用低一點的濃度,以便得到穩定的淬火冷卻效果。
合理選擇淬火劑
熱處理時,為了獲得馬氏體組織,工件的冷卻速度必需大於鋼的臨界冷卻速度,但冷卻速度過大(指在400℃以下時 ),由於奧氏體向馬氏體轉變的巨大組織應力及因溫度差過大而產生的巨大熱應力,兩者的疊加作用,將使工件有開裂或變形的危險。
實際上,工件所能達到的冷卻速度與鋼的比熱和導熱率,工件的尺寸大小,形狀和表面狀態以及淬火劑的冷卻強度有關。鋼的比熱和導熱率決定於鋼的化學成分,實際上是不可能改變的,其它因素也已固定,因此,只有選擇合適的淬火劑才可保證達到所要求的冷卻速度。
過冷奧氏體在各個溫度開始轉變時需有一定的時間過程即孕育期。孕育期愈短時,奧氏體愈不穩定。一般來說,奧氏體最不穩定的溫度在650~400℃之間,淬火時工件的冷卻層;儘快地通過此溫度區間,使不致發生珠光體或貝氏體轉變。高於450℃時過冷奧氏體轉為穩定,允許緩冷;但應防止先共析體析出。低於400℃時,過冷奧氏體也比較穩定。冷卻速度可以減慢,特別是通過Ms點時,應在緩慢的冷卻速度下發生奧氏體向馬氏體的轉變這樣便可以防止或減少巨大的組織應力及熱應力的產生。
淬火劑的影響
鋼的冷卻速度,決定於所用淬火劑的冷卻強度,而淬火劑的冷卻強度又受下列幾個因素的影響;(1)液體的比熱;(2)液體的導熱係數;(3)液體的粘度;(4)液體的揮發性;(5)液體的運動情況。比熱的大小,決定其吸熱的能力,比熱愈大,則溫度上升愈少,容易吸收大量的熱,使鋼速冷。導熱係數的大小亦與吸熱的速度有關,導熱係數愈大,則在一定時間內可以導出較多的熱量,故冷卻也就愈快。液體的粘度大時,運動便不靈活,由對流作用而導去的熱量就少,因此使冷卻能力減低。揮發性的大小與液體的氣化溫度有關,氣化的蒸汽圍繞工件的周圍,妨礙冷卻,故揮發性低的液體有較大的汽化熱,不易成氣體,因而處於淬火件表面的氣體便少,淬火便較激烈。由此可知,所用的淬火劑,是以比熱大、導熱係數大、粘度小而又不易揮發的,其效果最為理想。此外,對淬火劑的攪動,能破除淬火初期所形成的蒸汽膜,因此大大增加淬火劑的冷卻強度。
高頻淬火劑
中碳鋼製品,例如作為拖拉機的傳動齒輪和車軸等的淬火劑,可使用聚乙烯醇水溶液。
假如中碳鋼用水淬火, 鋼的冷卻速度快, 可得到高強度,但易出現裂紋,製品耐用年限短。另一方面用油淬火,雖然不會發生裂紋,但冷卻速度慢,得不到足夠的硬度。把這種淬火劑改為聚乙烯醇水溶液,可消除水淬火的缺點。高聚合度的部分醇解聚乙烯醇PVA-224,適合此種用途。
使用方法,用聚乙烯醇0.05~0.3%的水溶液,以噴霧法或浸漬法進行淬火。此時,聚乙烯醇的濃度若低,就會出現一種類似水淬火的情況、聚乙烯醇濃度若高,就會出現一種類似油淬火的情況,因此必須找出有效的濃度。
使用聚乙烯醇水溶液的優點如下:
①通過對聚乙烯醇濃度的調節,便可得到一種水淬火和油淬火的中間性質的鋼,而且可以任意改變其性質。
②鋼不出現裂痕。
③通過進行噴丸硬化,可延長製品的耐用年限。
另外,根據不同使用條件,會出現聚乙烯醇水溶液發泡的情況,因此最好使用消泡劑。
套用
在世界上聚合物是套用最廣的一種有機淬火液,可用於各種汽車工件以及航空工業的鋁合金和鈦合金,合金鋼鍛模的淬火,大轉矩柴油機曲軸感應加熱淬火等。淬火劑主要套用於以下淬火範圍:
◆適用於典型的用油淬火的高碳鋼和高合金鋼;用20-30%的濃度,可適用於鋼件的整體和表面淬火。
◆適用於感應淬火和火焰淬火,適合噴射淬火和浸淬,可套用於幾何外型複雜的高合金部件(包括:球墨鑄鐵、韌性鑄鐵等)。
◆用於在傾爐、車底式爐和坑式爐中加工的大型合金部件,感應加熱成形的部件或合金。
◆用於在使用燃氣、天然氣和碳氮共滲氣的熔爐中需要油淬火的加工部件(間歇式和連續式操作)。
◆適用於鏇轉或持續型混合器的氧化熔爐、天然氣熔爐和保護氣熔爐。它們能套用在部件鑄造後的直接淬火;鑄件的連續淬火以及鑄鋼、鍛鋼、鑄鐵的一般淬火。
◆大批量的汽車、拖拉機齒輪等零件的淬火(連續式滲碳生產線或箱式多用爐)
◆淬火劑是一種高分子聚合物水溶性淬火劑,選用國外優質原料精製而成,具有獨特的逆溶性,(一般稱之為濁點效應)安全,環保,使用壽命長,使用成本低,國際油價越來越高,國家對環境保護愈來愈嚴的大氣候下,逐漸成為熱處理行業的首選淬火介質。
◆安全環保淬火劑完全不燃燒,無火災危險,無毒,無油煙,使工作環境大大改善,滿足環保部門對企業的環保要求。
使用範圍和局限
淬火劑不能使用在有二次硬化特性的鋼件(如冷熱模具鋼和高速鋼);
淬火劑一般不適於淬經過鹽浴爐加熱後的工件;
淬火劑並不能完全代替淬火油。
產品包裝及保存期
包裝為200KG/桶,陰涼貯存,保存期2年。
 淬火劑
淬火劑