
基本概念
機用平口虎鉗是一種工具機通用附屬檔案,配合工作檯使用,對加工過程中的工件起固定、夾緊、定位作用。由軀座、活動鉗口、螺母、螺桿等構件組成,按其結構和使用可分為通用平口虎鉗、角度壓緊機用平口虎鉗、可傾機用平口虎鉗、高精度機用平口虎鉗、增力機用平口虎鉗等。
結構介紹
裝配圖的表達方案
 平口虎鉗
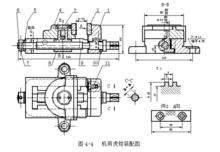
平口虎鉗從部件的裝配示意圖及拆卸過程可以看出,11種零件有6種零件集中裝配在螺桿2上,而且該部件前後對稱。因此,可通過螺桿軸線剖開部件得到全剖的主視圖。這樣,其中10種零件在主視圖上都可表達出來,能夠將零件之間的裝配關係、相互位置以及工作原理清晰地表達出來。左端圓錐銷聯接處可再用局部剖視圖,表達出裝配連線關係。左視圖可將螺母軸線及活動鉗身放置在固定鉗身上安裝孔的軸線位置,然後取半剖畫出。這樣,半個剖視圖上表達了固定鉗身1、活動鉗身6、螺釘7、螺母8之間的裝配連線關係;半個視圖上同時表達了虎鉗一個方向的外形,內、外形狀兼而有之。俯視圖可取外形圖,側重表達機用虎鉗的外形,其次在外形圖上取局部視圖,表達出鉗口板的螺釘連線關係。對於主視圖和俯視圖也應將螺母及活動鉗身放置在與左視圖相同的位置畫出,以保證視圖之間的投影對應關係。下圖為機用虎鉗裝配圖。
裝配圖上應注的尺寸
參考上圖各零件標號所示:
1、特性尺寸
兩鉗口板之間的開閉距離表示虎鉗的規格,應注出其尺寸,而且應以0~9的形式注出。
2、裝配尺寸
螺桿2與固定鉗身1左右兩端孔是配合的;活動鉗身6與固定鉗身1寬度方向有配合;螺母8上部與活動鉗身的孔之間配合;圓環10與螺桿2之間有配合。這些相互配合或者相對位置有要求的部位均應考慮注出裝配尺寸,建議均採用H9/f9。
3、外形尺寸
虎鉗總體的長、寬、高尺寸。
4、安裝尺寸
虎鉗是固定在工具機上的,應注出安裝孔的有關尺寸。
5、其它重要尺寸
在設計過程中,經計算或選定的重要尺寸。如螺桿軸線到底面的距離等。
技術要求
1、活動鉗身移動應靈活,不得搖擺。
2、裝配後,兩鉗口板的夾緊表面應相互平行;鉗口板上的連線螺釘頭部不得伸出其表面。
3、夾緊工件後不允許自行鬆開工件。
檢驗
檢驗標準
製造、檢驗採用國家標準、行業標準,使用標準時應參照JB2670-82《金屬切削工具機精度檢驗通則》。除通用標準外還有JB/T2329-96,ZBJ52017-90《角度壓緊機用平口虎鉗》;ZBJ52005.1~3-89《可傾機用平口鉗參數、精度及技術條件》,ZBJ52006.1~3-89《高精度機用平口鉗參數精度及技術條件》,ZBJ52007-89《增力機用平口鉗技術條件》。
檢驗內容
機用平口虎鉗主要檢驗項目包括外觀、精度、性能指標。
1、外觀檢測參照工具機類產品通用技術條件。
2、精度檢測以機用平口虎鉗檢測項目為基礎主要包括:
①鉗身導軌上平面對底平面平行度。
②固定鉗口和活動鉗口對導軌上平面的垂直度。
③活動鉗口面與固定鉗口面在寬度方向的平行度。
④固定鉗口對鉗身定位鍵槽的垂直度。
⑤導軌上平面對底座底面的平行度。
⑥固定鉗口面對底座定位鍵槽的平行度。
⑦檢驗塊上平面對鉗身底平面的平行度。
⑧檢驗塊上平面對底座底平面的平行度。
⑨試塊夾緊後頂面浮起。
 平口虎鉗
平口虎鉗3、性能檢測:主要包括夾緊力、夾緊力矩。工具機用平口虎鉗以鉗口寬度為主要參數形成規格系列,其夾緊力、夾緊力矩的數據及測試方法依此系列在技術條件中有明確的規定。
包裝、儲運
一般採用普通木箱包裝,應參照GB12464-90《普通木箱》,GB/T13384-92《機電產品包裝通用技術條件》及相關標準中對包裝箱材質、結構、含水率等具體規定。箱內產品防潮、防鏽有效期為兩年。
在儲運時要注意防雨、防水,箱面標識等有關事項以保證產品完好安全運抵目的地。
使用台虎鉗的注意事項:
1、夾緊工件時要鬆緊適當,只能用手板緊手柄,不得藉助其他工具加力。
2、強力作業時,應儘量使力朝向固定鉗身。
3、不許在活動鉗身和光滑平面上敲擊作業。
4、對絲槓、螺母等活動表面應經常清洗、潤滑,以防生鏽。
