
高爐檢測及自動控制
正文
高爐生產套用電子計算機始於20世紀50年代末期,開始僅作為過程解析之用。1962~1964年用計算機對高爐進行局部控制,擴大了套用範圍。在此期間,高爐由程式控制(上料系統)、儀表控制(熱風系統),逐步向計算機控制過渡。1975年世界上已有40%左右的高爐採用計算機控制。高爐監測 實現高爐自動控制要有先進的監測技術和設備。
監測內容有下列7個方面:
料線與料面的測量 採用由微波發信器、收信器和兩個天線組成的微波高度計,60Co放射性同位素檢測儀以及爐頂工業電視。
爐頂煤氣分析 一般用紅外分析儀連續分析CO、CO2;用熱導式分析儀連續分析H2,或用色譜儀分析高爐煤氣(非連續式)。
爐體計測 爐襯內埋入60Co等同位素,用以測定侵蝕程度。或以紅外線電視法測定爐底表面的溫度,從溫度曲線的變化,推測耐火磚的侵蝕情況。
風口和冷卻器的監測 可用風口測溫辦法來測量爐缸溫度,也可用帶濾光片的光電比色高溫計,從風口窺視孔測視風口燃燒區的溫度。風口和冷卻器的破損探測,是根據排出的冷卻水的溫度、流量,並根據音響的檢查和爐頂煤氣H2含量的分析進行的。
保證爐頂壓力恆定的調節閥自動控制系統 天然氣或重油等燃料噴吹量自動檢測與調節裝置,渣鐵溫度的計測等。
熱風爐測溫裝置 熱風爐燃燒和溫度自動調節裝置,熱風爐換爐程式控制裝置等。
裝料系統 原料的自動稱量裝置,半導體邏輯元件構成的自動裝料程式控制裝置,測量焦炭含水量的中子測水計。有的在礦槽上還設定了數字顯示裝置。
高爐的計算機控制 在鋼鐵生產中高爐煉鐵較其他部門需要更複雜的數學模型,目前計算機控制主要用於各種數據的收集、分析、記錄,爐料的稱量、校正、裝卸、運輸,控制熱平衡,穩定爐況等。比較成熟的是用於熱風爐系統和裝料系統的自動控制。目前電子計算機套用於高爐生產的職能與任務可以概括為:

 高爐檢測及自動控制
高爐檢測及自動控制高爐裝料系統的控制 高爐上料控制過去採用繼電器和接觸器組成的自動控制系統,以後曾採用磁性和半導體無觸點元件。為了提高裝料的精度,現在廣泛採用小型電子計算機。
① 裝料配料控制(爐料的稱量與校正)使用計算機控制爐料稱量,能把每次實際裝入漏斗的原料數量,記錄下來,同時求出與裝料規定量之差,在下次稱量時自動給以補正。水分含量的變化(特別是焦炭)一般用中子水分計(或其他水分計)。計算機控制裝料時,還可將裝料數據制表,包括單位時間各種原料的給定量、總重量、水分含量、各原料倉的庫存量等。
② 裝料程式自動控制 配料、裝料系統計算機控制的功能主要是根據物料平衡和熱平衡計算原料配比、焦炭量和噴吹燃料量,按照給定裝料數量和順序,對貯礦槽、稱量漏斗、上料皮帶(或稱量車、料車、卷揚機)以及爐頂設備進行程式控制,實現自動配料、稱量和上料。
熱風爐控制 熱風爐自動化控制主要是燃燒和換爐。熱風系統的計算機控制包括熱風爐的最佳控制,即根據最佳技術經濟指標計算和控制給定熱風溫度所需的煤氣流量和加熱時間,控制溫度和濕度,以及確定和控制熱風爐換爐程式。
高爐熱工控制 用計算機控制高爐爐況。一方面要有能與計算機配合的各種過程參數檢測儀表,另外要有精確表征生產過程的數學模型。
由於高爐內部的複雜性,所以模型只是根據實驗數據得到的反應速度進行編制。利用正在生產中高爐斷面和操作條件來推斷爐況,可以綜合煤氣利用率和爐身下部餘熱兩個指數作判斷爐況的理論模型。同時計算爐身透氣性並結合爐溫推測值和操作因素的綜合判斷,以決定操作控制模型。
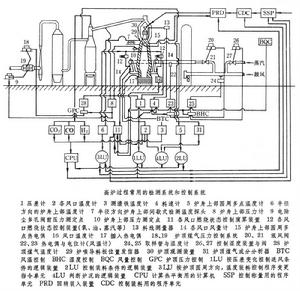
目前建立的模型基本有三種方法:物理化學,數理統計,物理化學結合統計等。其基本思想都是通過最佳的爐況控制來維持高爐下部熱平衡。控制方法也有三種:①下部調節法,通過調整鼓風濕度或風濕、風量和燃料噴吹率補償高爐熱狀態的變化,使高爐熱狀態保持穩定;②上部調劑法,利用改變焦炭負荷調整高爐熱狀態;③上下部調劑結合,把配料控制模型與送風控制系統結合起來,進行閉環控制。利用一台線上計算機與高爐探測儀表相連;探知高爐熱平衡狀態,自動調整風溫、濕度、噴吹率,補償熱狀態的變化。
計算機除作數據記錄、稱量控制和配料計算等工作外,還用於高爐模型的控制。其主要項目是:①熱狀態和透氣性;②預報生鐵含矽量;③應該採取的即時措施(如礦焦比、風量、風溫、濕度等)及為防止漏水所必需的指令。
目前預報熱狀態是以下面三個模型為前提確定的:①根據爐頂煤氣、鼓風條件、裝料等變化因素計算風口前的理論燃燒溫度;②用裝在風口前端銅殼內的熱電偶測出風口前溫度;③以統計和經驗因素為基礎建立生鐵含矽量預報模型。透氣性模型是根據透氣性,爐料下降速度、懸料、崩料、裝料性質等導出的指數所組成。完整操作“措施”是由以上指數並對前一爐(或前幾爐)放出的鐵水、爐渣性質,作累計邏輯判斷之後進行決定。
高爐使用計算機的經濟效果 高爐使用計算機控制,能使稱量準確,配料、布料合理,爐況熱狀態穩定,生鐵質量得到保證,熱風爐燃燒合理,有的高爐產量提高(可達10%),焦比下降(2~5%),而且節省人力。美國、日本、荷蘭等國高爐採用計算機控制後,對穩定生鐵含矽量,效果顯著。在一定條件下,生鐵含矽偏差絕對值約0.1%,有的降到0.05%。
總的說來,計算機在煉鐵過程中的套用現在仍然處於發展階段。但隨著對高爐大型化、連續化、高速化和高效率化等的要求日益迫切,實現高爐總體的自動化,無疑是必由之路。
