預應力工藝
正文
預應力筋的製作 預應力筋由單根、多根鋼筋、鋼絲或鋼絞線製成。在先張法生產中(見預應力混凝土結構),為了與混凝土粘結可靠,一般採用螺紋鋼筋、刻痕鋼絲或鋼絞線。在後張法生產中,則採用光面鋼筋、光面鋼絲或鋼絞線,並分為無粘結預應力筋和有粘結預應力筋。後張無粘結預應力筋的表面塗有瀝青、油脂或專門的潤滑防鏽材料,用紙帶或塑膠帶包纏,或套以軟塑膠管,使之與周圍混凝土隔離,和普通鋼筋一樣直接安放在模板中灌築混凝土,等混凝土達到規定強度後進行張拉。無粘結筋常用於預應力筋分散配置的構件或結構如大跨度雙向平板、雙向密肋樓蓋等。後張有粘結預應力筋是指先放置在預留孔道中,待張拉錨固後通過灌漿而恢復與周圍混凝土粘結的預應力筋。有粘結筋常用於預應力筋配置比較集中,每束的張拉力噸位較大的構件或結構。後張法預應力筋的孔道形成 預埋管道法 將專門的薄壁鋼管或其他管按規定位置埋設在混凝土中與混凝土粘結在一起形成孔道,預應力筋可以在灌築混凝土之前穿入,也可以在灌築之後穿入。管理截面一般為圓形。也有矩形或橢圓形。管壁呈有規律的螺鏇形狀,以增大與外圍混凝土和內部灌漿的粘結力。管道應有良好的水密性,以防止灌築混凝土時漿體滲入。
抽拔成孔法 將表面光滑的鋼管或充壓力水膨脹的橡膠管埋設在混凝土中,待混凝土獲得一定強度後抽出,形成孔道。鋼管抽拔前要經常轉動。柔性橡膠管卸去壓力水後即可從混凝土中拔出,直線孔道、曲線孔道都可成型。
預應力筋的張拉和錨固 預應力筋的張拉 分液壓張拉、機械張拉、電熱張拉、自應力張拉。以高壓油泵和各種形式的千斤頂組成的液壓張拉使用最廣。液壓機械體積小、重量輕、張拉能力較大,適合於現場施工的要求。機械張拉以卷揚機作動力,通過多聯滑輪降低張拉速度增大張拉力,行程大,適用於先張法長線生產。先張法生產預應力構件還需要相應的張拉台座。電熱張拉是在預應力筋上通過低壓大電流,使其發熱伸長,兩端加以錨固。切斷電流後隨著溫度下降,應力筋因長度縮短受到兩端錨固限制而產生拉力,通過錨頭使構件建立預應力。自應力張拉是將預應力筋配置在特製的混凝土中,利用混凝土凝固過程中體積膨脹,使應力筋伸長,構件本身產生所需要的預應力。
預應力筋的錨固 按錨夾具的錨固原理分為支承式和楔緊式。
①支承式錨夾具。 (a)螺桿式錨夾具。在粗鋼筋端部用滾壓法加工出螺紋或焊上螺桿,也有將鋼筋表面軋成大螺距螺紋,利用螺母對螺桿的支承作用,在張拉時與千斤頂連線,張拉後將預應力筋錨固在結構或構件的鋼墊板上。 (b)鐓頭式錨夾具。用專門的鐓頭設備將高強鋼絲或鋼筋的端頭局部鐓粗,使其不能通過錨具上的錨孔,靠鐓粗頭支承在錨孔端面形成錨固。張拉後錨具與墊板之間可以用螺母錨固,也可用加塞對開墊板方法進行錨固。為避免強度下降,高強鋼絲一般在常溫下鐓頭,稱為冷鐓。粗鋼筋要加熱到900°C左右鐓頭,以減小鐓頂力,稱為熱鐓。每個錨具可根據需要同時錨固幾根到一百多根鋼絲或鋼筋,張拉力自幾噸到一千噸以上(圖1)。
 預應力工藝
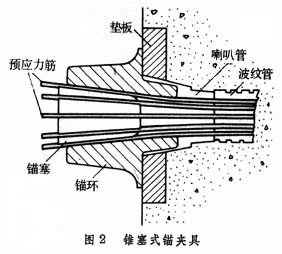
預應力工藝(a)錐塞式錨夾具。 由帶錨孔的錨環和截錐體的錐塞組成,用專用的錐錨式雙作用千斤頂張拉。這種千斤頂具有張拉預應力筋和張拉完畢後將錨塞塞入錨環,把預應力筋均勻地錨固在錨環與錨塞之間的兩種功能(圖2)。另一種錐塞式錨夾具由帶錐體的螺桿、螺母及帶錐孔的套筒組成。先通過預緊將鋼絲錨固在錐體與套筒之間,用拉桿式單作用千斤頂張拉(圖3),張拉以後再用螺母將帶有螺絲桿的鋼絲束錨固在墊板上。
 預應力工藝
預應力工藝 預應力工藝
預應力工藝 預應力工藝
預應力工藝 預應力工藝
預應力工藝