
分類
鉬鎢合金
含鉬和鎢兩種元素的合金,它包括以鉬為基的鉬鎢合金和以鎢為基的鎢鉬合金系列。該種合金能以任何比例形成,在所有溫度下均為完全固溶體合金。
鈮鎢合金
以鈮為基加入一定量的鎢和其他元素而形成的鈮合金。鎢和鈮形成無限固溶體。鎢是鈮的有效強化元素,但隨著鎢添加量的增加,合金的塑性一 脆性轉變溫度將上升,晶粒也顯著長大。因此,要得到高強度的鈮鎢合金,須適當地控制鎢的添加量,同時還須適量加入細化晶粒、降低塑性一脆性轉變溫度的元素如鋯和鉿等。1961年, 美國研製成功用於太空梭蒙皮的Nb-10W-2.5Zr合金,以後又發展成為Nb-10W-1Zr-0.1C合金。70年代初, 中國也研製成功NbWl0Zr2.5和NbWl0Zr1C0.1合金。
輕質合金
鋁鋰合金具有高比強度(斷裂強度/密度)、高比剛度且相對密度小的特點,如用作現代飛機蒙皮材料,一架大型客機可減輕重量50 kg。以波音747為例,每減輕1 kg,一年可獲利2 000美元。鈦合金比鋼輕、耐腐蝕、無磁性、強度高,是用於航空和艦艇的理想材料。
儲氫合金
由於石油和煤炭的儲量有限,而且在使用過程中會帶來 環境污染等問題,尤其是20世紀70年代全球石油危機,使氫能作為新的清潔燃料成為研究熱點。在氫能利用過程中,氫的儲運是重要環節。1969年荷蘭飛利浦公司研製出LaNi5 儲氫合金,具有大量的可逆地吸收、釋放氫氣的性質,其合金氫化物LaNi5H6中氫的密度與 液態氫相當,約為氫氣密度的1 000倍。
用途
燈絲業
鎢最早用於製作白熾燈絲。1909年美國庫利吉(W.D.Coolidge)採用鎢粉壓制、重熔、鏇鍛、拉絲工藝製成鎢絲,從此鎢絲生產得到迅速發展。1913年蘭米爾(I.Langmuir)和羅傑斯 (W.Rogers)發現鎢釷絲(又稱釷鎢絲)發射電子性能優於純鎢絲後,開始使用鎢釷絲,至今仍然廣泛使用。1922年研製出具有優良的抗下垂性能的鎢絲(稱為摻雜鎢絲或不下垂鎢絲),這是鎢絲研究中的重大進展。不下垂鎢絲是廣泛使用的優異燈絲和陰極材料。50~60年代,對鎢基合金進行了廣泛的探索研究,希望發展能在1930~2760℃工作的鎢合金,以供製作航天工業使用的耐高溫部件。其中以鎢錸系合金的研究較多。對鎢的熔煉和加工成形技術也開展了研究,採用自耗電弧和電子束熔煉獲得鎢錠,並經擠壓和塑性加工製成某些製品;但熔煉鑄錠的晶粒粗大,塑性差,加工困難,成材率低,因而熔煉-塑性加工工藝未能成為主要生產手段。除化學氣相沉積 (CVD法)和等離子噴塗能生產極少的產品外,粉末冶金仍是製造鎢製品的主要手段。
板材業
中國在20世紀50年代已能生產鎢絲材。60年代對鎢的熔煉、粉末冶金和加工工藝開展了研究,現已能生產板材、片材、箔材、棒材、管材、絲材和其他異型件。
高溫材料
 鎢合金
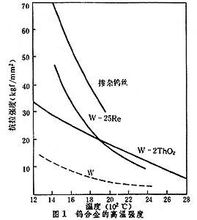
鎢合金鎢材使用溫度高,單純採用固溶強化方法對提高鎢的高溫強度效果不大。但在固溶強化的基礎上再進行彌散(或沉澱)強化,可大大提高高溫強度,以ThO2和沉澱的HfC彌散質點的強化效果最好。在 1900℃左右W-Hf-C系和W-ThO2系合金都有著高的高溫強度和蠕變強度。在再結晶溫度以下使用的鎢合金,採取溫加工硬化的方法,使其產生應變強化,是有效的強化途徑。如細鎢絲具有很高的抗拉強度,總加工變形率為99.999%、直徑為0.015毫米的細鎢絲,室溫下抗拉強度可達438公斤力/毫米
在難熔金屬中,鎢和鎢合金的塑性-脆性轉變溫度最高。燒結和熔煉的多晶鎢材的塑性-脆性轉變溫度約在150~450℃之間,造成加工和使用中的困難,而單晶鎢則低於室溫。鎢材中的間隙雜質、微觀結構和合金元素,以及塑性加工和表面狀態,對鎢材塑性-脆性轉變溫度都有很大影響。除錸可明顯地降低鎢材的塑性-脆性轉變溫度外,其他合金元素對降低塑性-脆性轉變溫度都收效甚微(見金屬的強化)。
鎢的抗氧化性能差,氧化特點與鉬類似,在1000℃以上便發生三氧化鎢揮發,產生“災害性”氧化。因此鎢材高溫使用時必須在真空或惰性氣氛保護下,若在高溫氧化氣氛下使用,必須加防護塗層。
軍事武器業
 鎢合金
鎢合金隨著科學發展進步,鎢合金材料,成為當今製作軍事產品的原料:如子彈、裝甲和炮彈、彈片頭、手榴彈,獵槍、子彈彈頭、防彈車,裝甲坦克,軍航、火炮部件,槍枝等。而鎢合金造成的穿甲彈更是可以擊穿大傾角的裝甲和複合裝甲,是主要的反坦克武器
。
加工
 鎢合金
鎢合金鎢的熔點高、硬而脆,加工困難,但只要有合理的工藝,鎢可經粉末冶金制坯、擠壓、鍛造、軋制、鏇壓和拉拔等加工成材。隨著鎢的塑性加工程度的提高,其組織、抗拉強度和塑性-脆性轉變溫度大為改善
坯料
準備
合格的坯料是鎢材生產的關鍵之一,制好坯料首先要選用合格的鎢粉末。粉末的特徵(平均粒徑、粒度分布、化學成分)、混料、成形和燒結工藝對坯料的成分、密度和微觀結構有直接影響,並強烈地影響著產品加工和使用性能。不下垂鎢絲中添加的矽、鋁、鉀元素是在三氧化鎢或“藍鎢”(為多種低價氧化鎢的混合物)中以氧化物形式添加的,混合料常用含氫氟酸的溶液進行洗滌,以去除粉中雜質。生產絲和小片材的坯料多在壓力機上成形,也可採用等靜壓製成形。粉坯尺寸一般為12×12×400毫米,也有採用較大尺寸的圓棒、方棒或矩形棒。粉坯首先在氫氣氣氛中經 1200℃、1小時預燒使之具有一定強度和導電性後,再進行通電自阻燒結。通電自阻燒結俗稱“垂熔”,是鎢加工中發展起來的方法。原理是將電流直接通過燒結坯,由於坯料本身的電阻而產生焦耳熱,利用這種熱使坯料燒結,燒結電流通常為熔斷電流的90%。所得坯料為自阻燒結條(又稱垂熔條)。可加工成絲材的垂熔條一般標準是控制斷面晶粒數為每平方毫米約10000~20000個,密度為17.8~18.6克/厘米3。對於管材、片材或其他大規格產品, 常採用等靜壓制(壓力在2500公斤力/毫米2以上)成形,在2300~2700℃的高溫下於真空或氫氣保護中燒結。
鏇鍛
是生產鎢絲坯料和細棒的常用塑性加工方法,不同尺寸的棒材於氫氣氣氛中加熱到1400~1600℃,在不同型號的鏇鍛機上進行鏇鍛。開始道次變形量不宜過大,隨後可適當增加變形量。鏇鍛變形過程中工件和模具間用石墨潤滑。加工後的鎢棒密度可達18.8~19.2克/厘米3。由於方坯鍛成圓坯,各部位變形不同,使組織不均勻,此時應進行再結晶退火。鏇鍛棒材的最終直徑為3毫米左右。 拉絲 拉絲坯料可用鏇鍛法生產,也可用軋製法生產;軋製法生產的坯料道次變形量大,組織較均勻,有利於以後的加工。鎢絲坯料拉制鎢絲是用“溫拉絲”方法。首先在鏈式拉伸機上拉至直徑1.3毫米,而後分別經粗拉、中拉和細拉使直徑達到 0.2、0.06和小於0.06毫米。隨著直徑減小,應使加熱溫度下降、拉絲速度提高。道次變形量一般在10~20%之間。拉絲採用煤氣-空氣混合加熱,溫度為900~400℃。拉粗絲採用硬質合金模,拉細絲則採用金剛石模。模子材質、孔型、研磨技術對絲材質量有很大的影響,石墨潤滑劑的質量、粒度、配比、塗敷方法同樣影響絲材質量。絲材直徑的不均勻性是使用時斷絲的最主要原因之一,有0.2~0.4微米的偏差就會使真空管中鎢絲的壽命大大降低。細絲材的直徑可以用重量法或真空標準電流法進行測定。在拉絲過程中,隨著直徑減小,變形抗力增大(如直徑0.1~0.3毫米鎢絲的斷裂強度可高達350公斤力/毫米2),其塑性也相應降低。為了改善再加工性能,一般需要進行消除應力中間退火。此外,可採用電解腐蝕法將絲材加工成直徑小於0.01毫米的細絲。
牌號標準
鎢合金牌號標準:
AMS-T-21014
| AMS-T-21014 | Class 1 | Class 1 | Class 2 | Class 2 |
| 配比 | 90W7Ni3Fe | 91W6Ni3Fe | 92W5Ni3Fe | 93W4Ni3Fe |
| 密度(g/cm3) | 17.1±0.15 | 17.25±0.15 | 17.50±0.15 | 17.60±0.15 |
| 熱處理 | 燒結 | 燒結 | 燒結 | 燒結 |
| 抗拉強度(MPa) | 900-1000 | 900-1000 | 900-1100 | 900-1100 |
| 延伸率 (%) | 18-29 | 17-27 | 16-26 | 16-24 |
| 硬度(HRC) | 24-28 | 25-29 | 25-29 | 26-30 |
| AMS-T-21014 | Class 3 | Class 3 | Class 4 |
| 配比 | 95W3Ni2Fe | 96W3Ni1Fe | 97W2Ni1Fe |
| 密度 (g/cm3) | 18.10±0.15 | 18.30±0.15 | 18.50±0.15 |
| 熱處理 | 燒結 | 燒結 | 燒結 |
| 抗拉強度 (MPa) | 920-1100 | 920-1100 | 920-1100 |
| 延伸率(%) | 10-22 | 8-20 | 6-13 |
| 硬度(HRC) | 27-32 | 28-34 | 28-36 |
Anviloy
| 產品 | 正常配比 | 密度 (g/cm3) | 極限抗拉強度 (N/mm2) | 硬度 (HRC) | 套用 |
| Anviloy 1150 | 90%W4Mo4Ni2Fe | 17.25 | 965 | 34 | |
| Anviloy 4200 | 93%WNiFeMo | 17.8 | 885 | 30 | 壓鑄件 |
| Anviloy 4000 | 90%WNiFeMo | 17.3 | 960 | 32 | 壓鑄工具 |
| Anviloy 4100 | 86%WNiFeMo | 16.7 | 1075 | 36 | 壓鑄工具 |
Mil-T-21014
| 等級 | Mil-T-21014 | |||||
| Class1 | Class 1 | Class 2 | Class 3 | Class 3 | Class 4 | |
| 配比 | 90%W, 6%Ni4%Cu | 90%W, 7%Ni3%Fe | 92.5%W, 5.25%Ni 2.25%Fe | 95%W, 3.5%Ni 1.5% Cu | 95%W, 3.5%Ni 1.5%Fe | 97%W, 2.1%Ni 0.9%Fe |
| 密度 (gm/cc;lbs/in3) | 17;0.614 | 17;0.614 | 17.5;0.632 | 18;0.65 | 18;0.65 | 18.5;0.668 |
| 硬度 (RC) | 24 | 25 | 26 | 27 | 27 | 28 |
| 極限抗拉強度 (PSI) | 110,000 | 120,000 | 114,000 | 110,000 | 120,000 | 123,000 |
| 屈服強度, .2% Offset (PSI) | 80,000 | 88,000 | 84,000 | 85,000 | 90,000 | 85,000 |
| 延伸率(% in 1″) | 6 | 10 | 7 | 7 | 7 | 5 |
| 比例彈性限度 (PSI) | 45,000 | 52,000 | 46,000 | 45,000 | 44,000 | 45,000 |
| 磁性 | Nil | Slightly Magnetic | Slightly Magnetic | Nil | Slightly Magnetic | Slightly Magnetic |
| ASTM-B-459-67 | Grade1 Type Ⅱ && Ⅲ | Grade1 Type Ⅱ && Ⅲ | Grade2 Type Ⅱ && Ⅲ | Grade3 Type Ⅱ && Ⅲ | Grade3 Type Ⅱ && Ⅲ | Grade4 Type Ⅱ && Ⅲ |
NAVY MIL-T-21014:鎢基零件, 高比重金屬 (燒結或熱壓), 鍍層, 電鍍鉻。
ASTM B 777-99
| Class | 1 | 2 | 3 | 4 | |
| 鎢比例 % | 90 | 92.5 | 95 | 97 | |
| 密度(g/cc) | 16.85-17.25 | 17.15-17.85 | 17.75-18.35 | 18.25-18.85 | |
| 硬度 (HRC) Max | 32 | 33 | 34 | 35 | |
| 極限抗拉強度 | ksi | 110 | 110 | 105 | 100 |
| Mpa | 758 | 758 | 724 | 689 | |
| 屈服強度 at 0.2% off-set | ksi | 75 | 75 | 75 | 75 |
| Mpa | 517 | 517 | 517 | 517 | |
| 延伸率, % | 5 | 5 | 3 | 2 | |
鎢合金電鍍
油田設備的“腐蝕”與“磨損”被稱為兩大世界級難題,全國約2.92萬口油井都存在不同程度的腐蝕與磨損,隨著我國 油氣田開發年限和設備使用年限的增長更是每況愈下。另外,高含硫原油進口量大幅增加,煉製設備的腐蝕問題同樣日益突出。更加可怕的是,因腐蝕和磨損對設備安全穩定運行帶來的不利影響會越來越突出。
在幾種主要電鍍工藝中,電鍍鉻工藝耐磨,成本低,但環境污染嚴重,且不耐氯離子腐蝕;化學鍍鎳磷工藝耐腐蝕卻不耐磨,成本也高;熱噴塗工藝各項技術指標均不錯,可是生產成本高,很難大範圍推廣。
據我國知名青年化工專家, 美國加州大學博士後, 湖南大學博導 何鳳姣教授指出:“對磨損、腐蝕造成零件失效的研究表明,這些失效大都發生在材料表面。利用表面工程的技術手段對材料表面進行處理,改善材料的表面性能,會有效地延長零件使用壽命,因此,表面工程在石油石化工業中具有重要地位。”
“從目前來看,只有鎢合金電鍍技術性能大幅提高,其硬度與耐磨性和電鍍鉻相當,但是耐酸耐鹼,生產成本低廉,而且可以根據石油井下的具體作業情況配置電鍍液,實施相應的電鍍工藝,滿足其作業要求。現在,同樣的環境下,採用鎢合金電鍍的設備使用壽命高出好幾倍。” 何鳳姣教授解釋說,“鎢合金電鍍之所以性能如此優越,是因為鎢合金電鍍後所得的鍍層是新的合金材料,鍍態為非晶結構,經不同的熱處理工藝,可轉變為非晶夾 雜納米晶或納米晶結構,經國家權威部門檢測,該合金具有很好的耐磨性,很好的耐酸、耐鹼、耐鹽霧性能,以及優異的抗高溫氧化性能,與基底材料有很好的結合力。”
鎢 合金電鍍工藝一舉解決腐蝕與磨損兩大難題,據統計,我國每年油井管300多萬噸,而高技術含量、高附加值的高端油井管,如抗H2S、Cl-防腐油管等幾乎完全依靠進口,每年進口油管60萬噸,價值300億元以上。該成果已經取得8項專利許可,獲得了國家機械工業科學技術獎一等獎,獲得國家重點新產品證書。更讓何教授高興的是,國家環保總局將該技術列為國家重點環境保護實用技術(A類),列為國家鼓勵發展的資源節約綜合利用和環境保護技術。
鎢合金電鍍工藝在石油機械行業的套用,不但可以解決電鍍鉻帶來的污染問題,更重要的是可以提高 中國石油機械製造業各類關鍵性零部件產品的性能,給整個石 油機械製造業帶來了變革,促進了產業鏈的整體升級,特別是防腐抗硫油井臂和抗硫鑽桿可套用於H2S含量大於等於15萬PPM,CL-含量達150克/L的 極端腐蝕環境,使我國在該產業上達到國際領先的水平,解決了我國高端鑽采設備依賴國外進口設備的現狀。
相關知識
按照用途不同,鎢合金分為 硬質合金、 高比重合金、 金屬發汗材料、觸頭材料、電子和電光源材料。
摻雜鎢絲是在鎢粉中添加 1%左右的矽、鋁和鉀的氧化物,在垂熔(自阻燒結)過程中,添加劑氧化鉀揮發,在材料內部形成氣孔,氣孔經加工後沿軸向拉長;退火後,拉長氣孔形成彌散的平行於絲軸的氣泡行,這種彌散的氣泡俗稱為鉀泡。鉀泡阻礙鎢晶粒的橫向長大,提高鎢的高溫抗下垂性能,還可改善再結晶後的室溫塑性,有利於繞絲和運輸貯存。中國摻雜鎢絲依高溫蠕變值有WAl1、WAl2、WAl3三種牌號。
在W-ThO2系合金中,由於添加適量的熱穩定性好的彌散的ThO2質點,不僅可以降低電子逸出功,還可抑制鎢晶粒長大,使材料具有很高的再結晶溫度、優異的高溫強度和抗蠕變性能。 鎢釷合金不僅是廣泛使用的熱 電子發射材料,而且是優異的電極材料。
鎢錸合金中,錸的添加,不僅能提高材料強度,提高合金的再結晶溫度約200~400℃,使二次再結晶後塑性好、晶粒長大緩慢,而且可以顯著降低塑性-脆性轉變溫度。添加的錸如超過30%,就會損害合金的加工性能。鎢錸合金還具有較高的熱電勢,在2200℃下,其熱電勢與溫度成直線關係。鎢錸熱電偶測量溫度可高達3000℃,是優異的高溫 熱電偶材料。
我國硬質合金產業存在的主要問題:一是企業規模較小,產業集中度不高。據不完全統計,199家硬質合金企業平均年產能176噸,平均年產量僅86噸,年產量在1000噸以上的企業只有4家。二是科技投入較少,缺乏高端技術人才,技術研發能力較弱。我國硬質合金工業在科技方面的投入不到銷售收入的3%,科技研發水平不高,原創性核心技術成果較少。三是產品質量水平較低,產品結構有待調整。我國硬質合金產量占世界總產量的40%以上,但硬質合金銷售收入不足全球的20%,主要是由於高性能超細合金、高精度高性能研磨塗層刀片、超硬工具材料、複雜大異製品、精密硬質合金數控刀具等高附加值產品產量較少、深加工配套不足以及品種不全所致。
