
鉭合金
正文
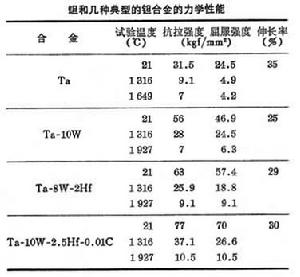
以鉭為基加入其他元素組成的合金。鉭的陽極氧化膜很穩定,耐蝕,介電性能優異,適於製造電解電容器。鉭抗化學腐蝕能力強,除氟化氫、三氧化硫、氫氟酸、熱濃硫酸和鹼外,能抗禦一切有機和無機酸的腐蝕,因而可用作化學工業和醫學的耐蝕材料。鉭的碳化物是製造硬質合金的重要添加劑。此外,鉭也用於某些電子管中。1958年,Ta-10W合金投入生產。20世紀60年代,鉭合金作為高溫結構材料用於航天工業上。鉭和鉭合金產品有板材、帶材、箔材、棒材、線材、異型件和燒結製品等。中國在50年代末開始研究鉭的冶煉和塑性加工,60年代中期已能生產鉭及其合金的製品。合金強化 在難熔金屬中,鉭的低溫塑性是最好的,它的塑性-脆性轉變溫度低於-196℃。研製鉭合金必須考慮保持鉭的優異的低溫塑性。鉭合金多採用固溶強化的方法,也採用固溶和沉澱強化相結合的方法來提高強度,在周期表中鉭的毗鄰元素有的能在鉭中完全固溶,有的溶解度很大。強化效果最明顯的置換固溶元素是錸、鎢、鋯和鉿。加入元素量如超過一定範圍,會損害鉭的低溫塑性(見圖)。一般認為加入的原子百分比應少於12~14%。間隙元素氮、碳和氧對提高鉭的強度效果不大,卻使鉭的低溫塑性和加工塑性受到明顯的損害。這些間隙元素與活性元素鋯或鉿形成彌散的沉澱相時,才有明顯的強化效果。由Ta-10W發展出來的Ta-10W-2.5Hf-0.01C合金是固溶和沉澱強化相結合的典型合金(見金屬的強化)。鉭和幾種典型的鉭合金的力學性能見表。表中所列材料塑性-脆性轉變溫度都低於-196℃。
 鉭合金
鉭合金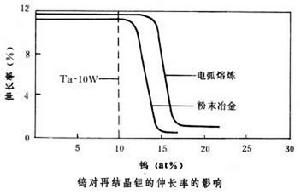 鉭合金
鉭合金真空自耗電弧和電子束熔煉工藝是製取鉭及其合金鑄錠的常用方法。電子束熔煉工藝主要用於鉭的提純,自耗電弧熔煉工藝可製取大直徑和合金成分更均勻的鑄錠,自耗電弧熔煉的電極可用燒結棒或電子束熔煉錠製成,熔煉法得到的鑄錠晶粒粗大,常需開坯破碎鑄態晶粒以提高塑性。為使鉭進一步提純或製備單晶可使用電子束區域熔煉法。
塑性加工 純鉭的塑性良好,變形抗力小,加工硬化率較小,各種型材和異型零部件都可用塑性加工方法製得。純鉭在室溫下可軋成板材、帶材、箔材、管材和棒材,加工率可達90%以上。為減輕氧化,純鉭塑性加工常在室溫或 500℃以下進行。鉭合金由於強度高和鑄錠塑性差,須先在1200℃以上進行開坯,以後的加工工藝與純鉭相同。開坯的擠壓比應大於4,鍛造比應大於2。錠坯在加熱開坯時,要防止氣體污染而使材料塑性下降。為保證產品有良好衝壓和鏇壓性能,要用交叉軋制。交叉軋制前的加工率應保持在80%左右。鉭板通過鏇壓和深沖可製成杯、帽、管、錐體、噴管等不同形狀的零件。供拉絲用的鏇鍛棒直徑一般為2.5毫米。由於鉭質軟,易和模具粘結和劃傷表面,拉絲時常先使線材表面經過陽極氧化形成氧化膜,並用蜂蠟潤滑。
焊接 真空電子束焊接和惰性氣體保護鎢極焊接工藝,可製取塑性-脆性轉變溫度低的焊件。這種焊接工藝製得的焊接鉭管,可滿足化工部門的使用要求。鉭還可和不鏽鋼、鈦合金、鎳合金和碳鋼焊接在一起。用高能率成形(爆炸法)可使鋼和鉭複合成雙金屬,是製造大型耐蝕設備內襯的有效方法。
切削加工 鉭和鉭合金容易磨損和粘結刀具,宜用高速鋼刀具,並用四氯化碳等有機溶劑冷卻。磨削加工宜用碳化矽砂輪,因氧化鋁砂輪易使磨麵龜裂。
熱處理 主要有退火和固溶時效處理。為防止大氣污染,鉭合金的熱處理必須在10-4托的真空中或高純惰性氣體中進行,有時甚至需要用鉭箔把產品包裹起來。
