
概述
 鋼絲
鋼絲生產工序
鋼絲生產的主要工序包括原料選擇、清除氧化鐵皮、烘乾、塗層處理、熱處理、拉絲、鍍層處理等。
原料選擇 見鋼絲原料。
清除氧化鐵皮 指去除盤條或中間線坯表面的氧化鐵皮,目的是防止拉拔時氧化鐵皮損傷模具和鋼絲表面,為後繼的塗或鍍層處理準備良好的表麵條件以及減小拉拔時的摩擦降低拉拔力。清除氧化鐵皮的方法有化學法和機械法兩大類,見盤條化學除鱗和盤條機械除鱗。
烘乾處理
盤條或中間線坯經化學除鱗和塗層處理後,為了去除氫和水分需進行低溫加熱即烘乾。烘乾溫度一般%26lt;300℃,溫度不宜過高,以防潤滑塗層失效。去氫即 排除在酸洗過程中侵入鋼基中的氫,目的是消除氫脆,恢復盤條的塑性。去除盤條表面的水分,使之乾燥,是為了防止水分惡化潤滑劑的使用效果。常用的烘乾設施有3種:
烘乾箱
為帶有上蓋的箱體,其有效尺寸按線盤的最大直徑確定。工作時箱內通以150~250℃的熱風。這種設備烘乾速度較快,時間約為2~15min,烘乾比較均勻。
隧道式烘乾爐
靠爐底下的燃燒室提供熱源,乾燥室的溫度可達280℃左右。爐底上鋪有小車軌道以及拱形鑄鐵散熱片。烘乾的盤條或中間線坯藉助吊槓掛在小車上,經卷揚機或人工送入爐內。每爐可裝入10~12個小車。這種設備容量較大、產量較高,但進出小車時工人勞動強度較大,且烘乾溫度不均勻,小車底部溫度偏高。
鏈式烘乾爐
爐子底部為燃燒室,火焰可由底部返到兩側爐牆後再經煙道跑出。爐膛溫度為200~400℃。烘乾時盤條置於移動的鏈條上,鏈條的移動速度約為12m/min。這是一種較先進的爐型,容量大、速度快、產量高,同時克服了隧道式爐工人勞動強度大、烘乾溫度不均的缺點。
塗層處理 即在經過清除氧化鐵皮的盤條或中間線坯表面塗上一層牢固的由本身具有一定潤滑性能特別是拉拔時能有效地吸附和攜帶潤滑劑進入變形區的物質所形成的薄膜%26mdash;塗層。所以塗層實質上是潤滑劑的載體(見潤滑載體)。塗層的目的是為拉拔創造良好的潤滑條件,以減少拉拔過程中的摩擦和發熱。處理方法包括物理方法和化學方法兩大類,主要形式有蘸石灰、黃化、磷化、鍍銅、硼砂處理等。
熱處理
熱處理盤條或鋼絲半成品的熱處理方式見鋼絲熱處理。熱處理包括原料熱處理、中間熱處理和成品熱處理3種類型。
(1)原料即盤條的熱處理用在部分中高碳鋼絲及合金鋼絲的生產中,目的主要是改善盤條的組織及其不均勻性並消除內應力以提高盤條的塑性及冷拔性能。
(2)中間熱處理是對鋼絲半成品即中間線坯進行的熱處理,主要目的是消除冷拔過程中產生的加工硬化,恢複線坯的塑性,以利於進一步拉拔。如生產中無成品熱處理工序,則成品拉拔前的中問熱處理還要求確保成品鋼絲應具有的組織和性能。
(3)成品熱處理在成品拉拔後進行,作用是使產品達到規定的組織與性能,是否進行決定於交貨要求。
拉絲在拉絲機捲筒即絞盤(見拉絲機)的牽引下,盤條或中間線坯通過拉絲模模孔變形,達到減小斷面改變形狀以獲得尺寸、形狀、性能和表面質量都合乎要求的鋼絲。鋼絲的拉拔通常要進行多個道次,道次減面率(見面積減縮率)約在10%~40%之間。拉拔鋼絲使用的模具主要有固定模、輥模(見輥模拉拔)、鏇轉模等,並以固定模為主。固定模即為由整體材料製作的外形呈圓餅狀而中心開有孔型的拉絲模,模子在拉拔過程中固定不動。早期曾採用鋼板模和冷硬鑄鐵模,以後由於不耐磨和使用壽命低而被淘汰。目前普遍採用硬質合金模,除了硬質合金外,天然鑽石也是制模材料,但由於其資源稀少和價格昂貴,只局限於拉拔合金鋼細絲和極細絲時使用。20世紀70年代以來又出現了用聚合多晶體、人造金剛石和剛玉陶瓷等製作的拉絲模。輥模為由2~4個可轉動的輥子組成的模子。輥模拉拔通常用於拉制一些異形鋼絲和難變形鋼絲,但隨著輥模裝置剛性的提高、精度的改善和調整變得更加容易,其使用範圍在不斷拓寬。鏇轉模拉絲時模子的本體結構和固定模相同,但拉拔過程中,它在傳動機構的驅動下圍繞鋼絲軸線鏇轉。優點是改變了拉拔時鋼絲與模壁之間的摩擦力的方向,增加了作用在鋼絲上的剪應力,使鋼絲容易變形,從而可以減少拉拔力和拉拔功率;降低軸向摩擦力使拉拔時鋼絲內外層的不均勻變形隨之減少;由於模子高速鏇轉,模孔磨損變得均勻,鋼絲的不圓度和表面粗糙度均有改善。但使用鏇轉模時鋼絲易隨模子而鏇轉甚至發生扭轉,因此目前只局限於粗絲的拉拔。在使用固定模拉拔的情況下,若在鋼絲的進口端施加後張力則形成反拉力拉拔;若對模子施加超音波振動則形成超音波拉絲;若採用靜壓或流體動力潤滑則稱為強制潤滑拉拔。
冷拔過程中鋼絲的組織與力學性能發生變化,產生加工硬化。隨著冷變形程度的增加,一般鋼絲的抗拉強度、硬度、彈性極限等增加,而延伸率、斷面收縮率等下降。由於存在加工硬化,所以當拉拔的變形程度達到一定值後,由於鋼絲冷加工性能的顯著下降而不適宜再繼續拉拔,需要進行中間熱處理以恢復其加工性能,一般一個拔程的減面率約為70%~90%。因此,鋼絲生產的工藝流程具有往復循環的特點。
拉絲機的能力一般以其捲筒直徑的大小和卷簡的數量來表示。拉絲機的拉拔速度與鋼絲的鋼種、直徑、熱處理的質量、潤滑和冷卻條件、變形程度、拉絲機的結構以及盤條的盤重等有關。隨著鋼絲生產的現代化,拉拔速度在不斷提高。
為了減少摩擦,降低拉拔力和模耗以及獲得表面光潔、尺寸和形狀合乎要求的產品,拉拔時必須使用潤滑劑潤滑。使用固體潤滑劑時稱為乾式拉絲;使用潤滑劑水溶液並在其中完成拉拔過程的稱濕式拉絲,所用的設備是水箱拉絲機。
在拉拔過程中,由於摩擦及變形功的轉化生熱,鋼絲和模子的溫度升高,特別在高速拉拔時溫升更為顯著(見拉絲髮熱)。模子溫度的上升會影響其使用壽命,而鋼絲溫度的上升則會使其韌性(扭轉和彎曲性能)下降。為了降低溫升,必須對模子和捲筒進行冷卻,鋼絲的直接水冷也得了開發(見拉絲冷卻)。
鍍層處理
鍍層處理在非光面的要求鍍層的鋼絲表面鍍復一層金屬或合金,目的之一是使鋼絲防腐以提高其使用壽命,如鍍鋅(見鋼絲熱鍍鋅、鋼絲電鍍鋅)、鍍鋁、鍍鋅鋁合金等;目的之二是使鋼絲具有某些特殊性能,如生產輪胎鋼絲和鋼絲簾線鋼絲時,為了保證鋼絲與橡膠具有良好的結合能力,前者需要鍍銅、鍍黃銅(見鋼絲電鍍黃銅)或鍍青銅,而後者需要鍍黃銅。生產鍍層鋼絲時在工藝流程的安排上,有的是先鍍後拔,即鍍層工序安排在成品的拉拔之前;有的是先拔後鍍,即鋼絲在拔成成品之後再進行鍍層。一般,在要求鋼絲表面鍍層光亮、緻密且具有較高的強度時,採用先鍍後拔,而在對鋼絲表面要求不十分高、成品的強度和韌性無特殊要求,但對鍍層重量有一定要求時則採用先拔後鍍。
分類
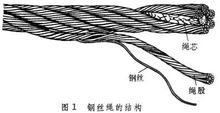 鋼絲繩
鋼絲繩拉力試驗機
產品簡介:
 鋼絲
鋼絲該機是專門針對高等院校、科研院所而設計的新一代雙空間微機控制電子萬能試驗機。試驗機主機與輔具的設計借鑑了國外的先進技術,外形美觀,操作方便,性能穩定可靠。計算機系統通過中創控制器,經調速系統控制伺服電機轉動,經減速系統減速後通過精密絲槓副帶動移動橫樑上升、下降,完成試樣的拉伸、壓縮、彎曲、剪下等多種力學性能試驗,無污染、噪音低,效率高,具有非常寬的調速範圍和橫樑移動距離,另外配置種類繁多的試驗附具,在金屬、非金屬、複合材料及製品的力學性能試驗方面,具有非常廣闊的套用前景。該機廣泛套用於建築建材、航空航天、機械製造、電線電纜、橡膠塑膠、紡織、家電等行業的材料檢驗分析,是科研院校、大專院校、工礦企業、技術監督、商檢仲裁等部門的理想測試設備。
該機採用調速精度高、性能穩定的全數字交流伺服調速系統及伺服電機作為驅動系統,中創控制器作為控制系統核心,以WINDOWS為操作界面的控制與數據處理軟體,實現試驗力、試驗力峰值、橫樑位移、試驗變形及試驗曲線的螢幕顯示,所有試驗操作均可以通過滑鼠在計算機上自動完成。良好的人性化設計使試驗操作更為簡便。綜合以上各項技術,該機可以近乎完美的實現試驗力、變形及位移等參數的閉環控制,可實現恆應力、恆應變、恆位移等控制模式,並且各種控制模式之間可以平滑切換。該機完全滿足國家標準的要求,同時可根據GB、ISO、JIS、ASTM、DIN及用戶提供多種標準進行試驗和數據處理,並且具有良好的擴展性。
主要技術指標:
最大試驗力: 10kN
測 量 范 圍: 最大試驗力的2%—100%(可選擇0.4%-100%FS)
試驗機精度級別:1級
試驗力準確度: 優於示值的±1%
橫樑位移測量: 解析度為0.01mm
變形準確度: 優於±1%
調 速 范 圍: 0.01-500mm/min
試 驗 空 間: 600mm
主 機 形 式: 門式框架結構
主 機 尺 寸: 720×500×1820
重 量: 約500Kg
工 作 環 境: 室溫~45℃,濕度20%~80%
