概述
金剛石刀磨砂輪主要用於PCD、CVD、PCBN、硬質合金、陶瓷刀具以及其它刃具銑刀、鑽頭、鉸刀等切削工具的研磨和快速高效低損傷磨削。陶瓷結合劑的刀磨砂輪,適合作為PCD及PCBN工具之精密研磨。陶瓷金剛石刀磨砂輪,解決了大多數刀具生產廠家磨刀效率低、刃口質量差的問題。陶瓷金剛石刀磨砂輪其極高的鋒利度可使刀具製作商的磨刀效率提高1.5~3倍,且刃口質量也會大大提高。分類
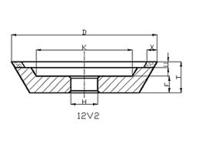
金剛石刀磨砂輪分為:陶瓷金剛石刀磨砂輪、樹脂金剛石刀磨砂輪、陶瓷CBN刀磨砂輪、青銅結合劑刀磨砂輪。目前被廣泛套用的刀磨砂輪型號主要是:6A2、12A2/45°、11V9、12A2/20°、12V2、12D1、4B1、14E1。按結合劑分類:
陶瓷結合劑刀磨砂輪,主要用於PCD、CVD、PCBN、硬質合金、陶瓷刀具以及其它刃具銑刀、鑽頭、鉸刀等切削工具的研磨和快速高效低損傷磨削。
樹脂金剛石刀磨砂輪:
平行砂輪適全於硬質合金及硬脆非金屬材料的平面、外園、內圓、無心磨、成型磨以及切割等磨削加工。
碗型砂輪:主要用於各種硬質合金刀具的刃磨、高速鋼刀具的忍磨、亦可用於銑磨。
單斜邊砂輪:主要用於硬質合金材料的成型磨及刃磨鋸齒。
蝶形砂輪 12V2 12A2
杯型砂輪6A2
研磨案例
樹脂結合劑金剛石砂輪試驗
砂輪規格:12A2/45°125×32×32×10×3 W20 100B磨削對象:刃磨PCD刀具
磨削部分:PCD刀兩刃,刃寬度為4.6mm,PCD層厚度為0.8mm,YG16層厚度為1.2cm
磨削餘量:0.10 ~ 0.05mm
砂輪轉速:1800r/min,橫嚮往復30次/min,進刀量為0.05mm/min
磨削結果:PCD刀具32把/h
陶瓷結合劑金剛石砂輪試驗
砂輪規格:12A2/45°125×32×32×10×3 W20 100M磨削對象:刃磨PCD刀具
磨削部分:PCD刀兩刃,刃寬度為4.6mm,PCD層厚度為0.8mm,YG16層厚度為1.2cm
磨削餘量:0.10 ~ 0.05mm
砂輪轉速:1800r/min,橫嚮往復30次/min,進刀量為0.05mm/min
磨削結果:PCD刀具46把/h
金屬結合劑金剛石砂輪試驗
砂輪規格:12A2/45°125×32×32×10×3 W20 100V磨削對象:刃磨PCD刀具
磨削部分:PCD刀兩刃,刃寬度為4.6mm,PCD層厚度為0.8mm,YG16層厚度為1.2cm
磨削餘量:0.10 ~ 0.05mm
砂輪轉速:1800r/min,橫嚮往復30次/min,進刀量為0.05mm/min
磨削結果:PCD刀具108把/h
研磨結果分析
這個試驗結果是2005年一些前輩們測試的在這借用一下讓更多的用戶了解陶瓷結合劑金剛石砂輪在加工PCD刀具的性能。當時國內的陶瓷結合劑金剛石砂輪剛進入研發階段,面臨著相當多的技術難關,因此當時陶瓷結合劑金剛石砂輪還沒有進入批量生產的階段,規格和型號都比較單調。河南勝創超硬材料有限公司工程師率先開始引導客戶使用陶瓷結合劑金剛石砂輪研磨鑽石,受到到鑽石加工廠家的青睞,隨後工程師在河南焦作建立自己的廠房開始陶瓷結合劑金剛石砂輪的批量生產。緊隨國內航空製造業的發展,PCD刀具、PCBN刀具開始廣泛套用於機械加工行業。在磨削PCD刀具方面,由於樹脂結合劑較軟,磨削時容易變形,樹脂結合劑金剛石砂輪不能有效地磨削PCD刀具;金屬結合劑由於對磨粒的結合能力太強而使砂輪自銳性差,磨削效率低,而且金屬結合劑砂輪會造成PCD刀具邊緣產生最最嚴重的破壞;陶瓷結合劑金剛石砂輪內有較多的氣孔,磨削時有利於排屑和散熱,不易堵塞、不易燒傷工件。從試驗結果分析可知,在相同的試驗條件下,相同的磨削時間內,陶瓷結合劑金剛石砂輪的磨削效率遠高於樹脂結合劑和金屬結合劑金剛石砂輪。早期用於磨PCD刀具的陶瓷結合劑金剛石砂輪還沒有統一的規格和型號。2008年左右國內開始出現了用於研磨PCD刀具的陶瓷結合劑金剛石砂輪廠家,國內也出現了一批更新樹脂結合劑金剛石砂輪的先驅者不斷摸索陶瓷結合劑金剛石砂輪加工PCD刀具。6A2逐漸成為磨PCD刀具砂輪的常規型號,直徑分別是150、125、100常規規格。目前國內很多用戶稱磨PCD用的陶瓷結合劑金剛石砂輪為6A2陶瓷金剛石砂輪、杯型陶瓷金剛石砂輪還有磨PCD/PCBN刀具金剛石砂輪。隨著機械製造工業的發展越來越多的人稱它為陶瓷金剛石刀磨砂輪。
