
定義
軋機上使受軋制的金屬發生塑性變形的部件。軋輥的形狀、尺寸和材質須與軋機和軋制產品相適應。圖1指出軋輥的基本形狀和各部分名稱。輥身是軋輥的工作部分;輥頸是與軸承接觸的部分;用接頭與傳動裝置相聯接。 軋輥
軋輥分類
軋輥有不同的分類方法。按輥身形狀分為圓柱形和非圓柱形,前者主要用於板材、帶材、型材和線材生產,後者主要用於管材生產。按是否接觸軋件分為工作軋輥和支承輥。直接接觸軋件的軋輥稱工作軋輥;為增加工作軋輥的剛度和強度而置於工作軋輥背面或側面又不直接接觸軋件的軋輥稱支承輥。按使用機架分為初軋輥、粗軋輥、中間軋輥和精軋輥。按軋材的品種分為板帶軋輥、軌梁軋輥、線材軋輥和管材軋輥等。還可按軋制時軋件的狀態分為熱軋輥和冷軋輥。
軋輥的工作條件
軋機部件中軋輥的工作條件最為複雜。軋輥在製造和使用前的準備工序中會產生殘餘應力和熱應力。使用時又進一步受到了各種周期應力的作用,包括有彎曲、扭轉、剪力、接觸應力和熱應力等。這些應力沿輥身的分布是不均勻的、不斷變化的,其原因不僅有設計因素,還有軋輥在使用中磨損、溫度和輥形的不斷變化。此外,軋制條件經常會出現異常情況。軋輥在使用後冷卻不當,也會受到熱應力的損害。所以軋輥除磨損外,還經常出現裂紋、斷裂、剝落、壓痕等各種局部損傷和表面損傷。一個好的軋輥,其強度、耐磨性和其他各種性能指標間應有較優的匹配。這樣,不僅在正常軋制條件下持久耐用,又能在出現某些異常軋制情況時損傷較小。所以在製造軋輥時要嚴格控制軋輥的冶金質量或輔以外部措施以增強軋輥的承載能力。合理的輥形、孔型、變形制度和軋制條件也能減小軋輥工作負荷,避免局部高峰應力,延長軋輥壽命。軋輥消耗量決定於三個因素:①軋機、軋材和軋制條件,以及軋輥的合理選擇;②軋輥材料及其製造質量;③軋輥的使用和維護制度。軋輥的選用
小型20輥軋機的工作軋輥重僅 100克左右,而寬厚板軋機的支承輥重量已超過200噸。選用軋輥時首先根據軋機對軋輥的基本強度要求,選定安全承載的主體材料(各種級別的鑄鐵、鑄鋼或鍛鋼等),然後考慮軋輥使用時所應有的耐磨性。由於軋輥的磨損機理很複雜,包括機械應力作用、軋制時的熱作用、冷卻作用、潤滑介質的化學作用以及其他作用,目前還沒有一項綜合評定軋輥抗磨性的統一指標。由於硬度易於測量,並在一定條件下可以反映耐磨性,所以一般就用徑向硬度曲線來近似地表述軋輥的耐磨指標。圖2為一般熱軋輥徑向硬度曲線。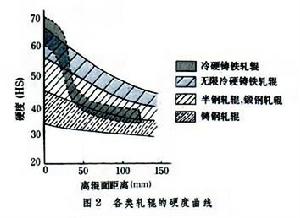 軋輥
軋輥選用軋輥時,對軋輥的有些性能要求往往是彼此對立的,軋輥購置費和維護費用又很昂貴,所以應充分權衡技術和經濟上的利弊,決定用鑄的還是鍛的,合金的還是非合金的,單一材料的還是複合材料的。
軋輥種類
軋輥品種很多,主要有以下幾類:①鑄鐵軋輥。一般按製造工藝分類:工作層因金屬型的激冷作用呈白口組織(基體+碳化物)的軋輥稱冷硬鑄鐵軋輥;用上述方法,但適當提高鐵水碳當量而得到麻口組織(基體+碳化物+石墨)的軋輥稱無限冷硬鑄鐵軋輥。“無限”—詞源於英文“indefinite”,原意為“不明確”,指激冷層在斷口上無明確界限,被誤譯為“無限”,現已沿用成習。採用襯砂金屬型並繼續提高碳當量可得粗麻口組織的軋輥,稱半冷硬鑄鐵軋輥。所有上述品種的組織中凡石墨呈球狀的,稱球墨鑄鐵軋輥;複合澆鑄的軋輥加“複合”一詞。②鑄鋼軋輥。一般按含碳量分類:含碳極高(1.4~2.4%)的過共析鋼軋輥,俗稱半鋼軋輥,高碳的半鋼軋輥實際已伸入鑄鐵領域;高碳過共析鋼軋輥還有一類為石墨鋼軋輥,其石墨是通過孕育和熱處理獲得的。③鍛鋼軋輥。一般按用途分類。④其他,除採用特殊加工工藝的以外,都直接以材質稱呼。如用電渣重熔鑄造坯料鍛壓的軋輥稱為電渣重熔鍛壓軋輥。各種軋輥的主要特點和用途列於附表。
 軋輥
軋輥參考書目
Selection of Material for Rolls for the Metal Working Industry,Metals Handboo噚,9th ed., Vol. 3, pp. 502~507,ASM, Metals Park, Ohio, 1980.Waher Patt, Walzen, Walzenwerkstoffe und ihre Bearbeitung,Technische Mitteilungen, Vol. 69, No.11,pp. 578~587, 1976.
鍛鋼軋輥現狀
鍛鋼軋輥可分為鍛鋼熱軋輥及鍛鋼冷軋輥,鍛鋼熱軋輥主要用於熱軋開坯及型鋼粗軋輥,鍛鋼冷軋輥廣泛用作冷軋工作輥。由於冷軋板材要求質量較高,尤其是冷軋薄板廣泛用於輕工、汽車、建築及鐵道等行業,要生產高質量的冷軋薄板,必須要有高質量的冷軋工作輥做保證,這樣對冷軋工作輥的性能提出很高的要求:輥身表面必須具有高而均勻的硬度,以保證冷軋帶材或鋼板的尺寸精度和良好的表面質量;輥身具有一定的淬硬層深度;具有高的抗事故能力。為達到這些性能,對軋輥材質的原始組織要求很嚴:一是純淨的冶金質量;二是組織的均勻性。高的冶金質量指軋輥鋼錠結晶緻密,偏析不嚴重,不允許存在白點,鋼中殘存的非金屬夾雜物含量儘可能低。對軋輥使用狀態下的組織要求為隱針M及細小C,碳化物顆粒尺寸儘可能細小(0.5-2微米),呈彌散分布。同時保證一定的淬硬層深度,淬硬層深度的增加,可以減少軋輥在使用中的重淬次數,大大降低軋輥成本。
成型方法
鑄造軋輥和鍛造軋輥;鑄造軋輥是指將冶煉鋼水或熔煉鐵水直接澆注成型這一生產方式製造的軋輥種類。
鑄造軋輥按材質又可分為鑄鋼軋輥和鑄鐵軋輥兩類;按製造方法又可分為整體鑄造軋輥和複合鑄造軋輥兩類。
鍛造軋輥按材質分類如下:
⑴鍛造合金鋼軋輥;
⑵鍛造半鋼軋輥;
⑶鍛造半高速鋼軋輥;
⑷鍛造白口鑄鐵軋輥。
工藝方法
整體軋輥、冶金複合軋輥和組合軋輥⒈整體軋輥是相對於複合軋輥而言的,整體軋輥的輥身外層與心部以及輥頸採用單一材質鑄造或鍛造而成,輥身外層和輥頸不同的組織、性能通過鑄造或鍛造工藝以及熱處理工藝過程來控制和調整。鍛造軋輥和靜態鑄造的軋輥均屬於整體軋輥。整體軋輥分為整體鑄造和整體鍛造軋輥兩種;⒉冶金複合鑄造軋輥主要有半沖洗複合鑄造、溢流(全沖洗法)複合鑄造、離心複合鑄造三種,此外還有連續澆鑄包覆(CPC-ContinuousPouringProcessforCladding)、噴射沉積法、熱等靜壓(HIP-HotIsostaticallyPressed)、電渣熔焊等特殊複合方法製造的複合軋輥種類。組合軋輥主要是鑲套組合軋輥。
(三)按製造材料:鑄鋼系列軋輥、鑄鐵系列軋輥和鍛造系列軋輥
(四)軋輥常用的熱處理類型:去應力退火、等溫球化退火、擴散退火、正火、回火、淬火、深冷處理。
輥身形狀
軋輥有不同的分類方法。按輥身形狀分為圓柱形和非圓柱形,前者主要用於板材、帶材、型材和線材生產,後者主要用於管材生產。是否接觸軋件
按是否接觸軋件分為工作軋輥和支承輥。直接接觸軋件的軋輥稱工作軋輥;為增加工作軋輥的剛度和強度而置於工作軋輥背面或側面又不直接接觸軋件的軋輥稱支承輥。
使用機架
按使用機架分為初軋輥、粗軋輥、中間軋輥和精軋輥。按軋材的品種分為板帶軋輥、軌梁軋輥、線材軋輥和管材軋輥等。還可按軋制時軋件的狀態分為熱軋輥和冷軋輥。
按硬度值
⑴軟輥肖氏硬度約為30~40,用於開胚機、大型型鋼軋機的粗軋機等。
⑵半硬輥肖氏硬度約為40~60,用於大型、中型、小型型鋼軋機和鋼板軋機的粗軋機。
⑶硬面輥肖氏硬度約為60~85,用於薄板、中板、中型型鋼和小型型鋼軋機的粗軋機及四輥軋機的支撐輥。
⑷特硬輥肖氏硬度約為85~100,用於冷軋機。
軋機類型
按軋機類型軋輥可分為以下三類:
⑴平面軋輥即板帶軋機軋輥,其輥身呈圓柱形。一般熱軋鋼板軋機軋輥做成微凹形,受熱膨脹時,可獲得較好的板形;冷軋鋼板軋機軋輥做成微凸形,在軋制時,軋輥產生彎曲,以獲得良好的板形。
⑵帶槽軋輥它用於軋制大、中、小各種型鋼、線材及初軋開坯。在輥面上刻有軋槽使軋件成形。
⑶特殊軋輥它用於鋼管軋機、車輪軋機、鋼球軋機及穿孔機等專用軋機上。這種軋機的軋輥具有各種不同的形狀,如鋼管軋制中採用斜軋原理軋制的軋輥有圓錐形、腰鼓形或盤形。
工作原理
抗熱裂
通常對粗軋輥以強度、抗熱裂為主要要求;小型20輥軋機的工作軋輥重僅100克左右,而寬厚板軋機的支承輥重量已超過200噸。選用軋輥時首先根據軋機對軋輥的基本強度要求,選定安全承載的主體材料(各種級別的鑄鐵、鑄鋼或鍛鋼等)。硬度
而精軋輥速度較高,軋制最終產品要有一定的表面質量,對它以硬度、耐磨等為主要要求。然後考慮軋輥使用時所應有的耐磨性。由於軋輥的磨損機理很複雜,包括機械應力作用、軋制時的熱作用、冷卻作用、潤滑介質的化學作用以及其他作用,還沒有一項綜合評定軋輥抗磨性的統一指標。由於硬度易於測量,並在一定條件下可以反映耐磨性,所以一般就用徑向硬度曲線來近似地表述軋輥的耐磨指標。耐衝擊
此外,對軋輥還有一些特殊要求,如壓下量大時,要求軋輥有較強的咬入能力,較耐衝擊;光潔度
軋制薄規格產品時,則對軋輥的剛性、組織性能均勻性、加工精度以及表面光潔度等要求較嚴;切削性能
軋制複雜斷面的型鋼時,還要考慮輥身工作層的切削加工性能等。選用軋輥時,對軋輥的有些性能要求往往是彼此對立的,軋輥購置費和維護費用又很昂貴,所以應充分權衡技術和經濟上的利弊,決定用鑄的還是鍛的,合金的還是非合金的,單一材料的還是複合材料的。
軋輥品種
鑄鐵軋輥
一般按製造工藝分類:工作層因金屬型的激冷作用呈白口組織(基體+碳化物)的軋輥稱冷硬鑄鐵軋輥;鑄鐵軋輥
用上述方法,但適當提高鐵水碳當量而得到麻口組織(基體+碳化物+石墨)的軋輥稱無限冷硬鑄鐵軋輥。“無限”—詞源於英文“indefinite”,原意為“不明確”,指激冷層在斷口上無明確界限,被誤譯為“無限”,現已沿用成習。採用襯砂金屬型並繼續提高碳當量可得粗麻口組織的軋輥,稱半冷硬鑄鐵軋輥。所有上述品種的組織中凡石墨呈球狀的,稱球墨鑄鐵軋輥;複合澆鑄的軋輥加“複合”一詞。鑄鋼軋輥
一般按含碳量分類:含碳極高(1.4~2.4%)的過共析鋼軋輥,俗稱半鋼軋輥,高碳的半鋼軋輥實際已伸入鑄鐵領域;高碳過共析鋼軋輥還有一類為石墨鋼軋輥,其石墨是通過孕育和熱處理獲得的。除採用特殊加工工藝的以外,都直接以材質稱呼。如用電渣重熔鑄造坯料鍛壓的軋輥稱為電渣重熔鍛壓軋輥。
相關信息
對大部分軋輥的芯部和工作表層有不同的性能要求。用單一材料難於滿足要求時,內外層可分別用兩種材料來製造。複合工藝可採用機械組合、複合鑄造及其他復層技術。修復軋輥常用堆焊技術。鍛鋼軋輥現狀
鍛鋼軋輥可分為鍛鋼熱軋輥及鍛鋼冷軋輥,鍛鋼熱軋輥主要用於熱軋開坯及型鋼粗軋輥,鍛鋼冷軋輥廣泛用作冷軋工作輥。由於冷軋板材要求質量較高,尤其是冷軋薄板廣泛用於輕工、汽車、建築及鐵道等行業,要生產高質量的冷軋薄板,必須要有高質量的冷軋工作輥做保證,這樣對冷軋工作輥的性能提出很高的要求:輥身表面必須具有高而均勻的硬度,以保證冷軋帶材或鋼板的尺寸精度和良好的表面質量;輥身具有一定的淬硬層深度;具有高的抗事故能力。為達到這些性能,對軋輥材質的原始組織要求很嚴:一是純淨的冶金質量;二是組織的均勻性。高的冶金質量指軋輥鋼錠結晶緻密,偏析不嚴重,不允許存在白點,鋼中殘存的非金屬夾雜物含量儘可能低。對軋輥使用狀態下的組織要求為隱針M及細小C,碳化物顆粒尺寸儘可能細小(0.5-2微米),呈彌散分布。同時保證一定的淬硬層深度,淬硬層深度的增加,可以減少軋輥在使用中的重淬次數,大大降低軋輥成本。損壞原因
軋機部件中軋輥的工作條件最為複雜。軋輥在製造和使用前的準備工序中會產生殘餘應力和熱應力。使用時又進一步受到了各種周期應力的作用,包括有彎曲、扭轉、剪力、接觸應力和熱應力等。這些應力沿輥身的分布是不均勻的、不斷變化的,其原因不僅有設計因素,還有軋輥在使用中磨損、溫度和輥形的不斷變化。此外,軋制條件經常會出現異常情況。軋輥在使用後冷卻不當,也會受到熱應力的損害。所以軋輥除磨損外,還經常出現裂紋、斷裂、剝落、壓痕等各種局部損傷和表面損傷。一個好的軋輥,其強度、耐磨性和其他各種性能指標間應有較優的匹配。這樣,不僅在正常軋制條件下持久耐用,又能在出現某些異常軋制情況時損傷較小。所以在製造軋輥時要嚴格控制軋輥的冶金質量或輔以外部措施以增強軋輥的承載能力。合理的輥形、孔型、變形制度和軋制條件也能減小軋輥工作負荷,避免局部高峰應力,延長軋輥壽命。修複方法
軸承位磨損高分子複合材料修複方法:
具有超強的粘著力,優異的抗壓強度、耐磨性和抗腐蝕性等綜合性能,採用美嘉華-福世藍2211F高分子複合材料在傳動部位磨損尺寸相對較小的情況下可以現場免拆卸修復,既避免機械加工,又無補焊熱應力熱影響,修復厚度也不受限制,同時產品所具有的耐磨性及金屬材料不具備的退讓性,確保修復部位百分百的接觸配合,降低設備的衝擊震動,避免磨損的可能性,並大大延長設備部件(包括軸承)的使用壽命,為企業節省大量的停機時間,創造巨大的經濟價值;
冷焊修補方法:冷焊機是利用電火花高頻放電原理對金屬表面進行無熱堆焊,因而在修補軋輥砂眼、劃傷等缺陷過程中不變形、不退火、不咬邊和殘餘應力,不改變金屬組織狀態。修復精度高,塗層厚度從幾微米到幾毫米,可對金屬工件出現磨損、劃傷、針孔、裂紋、缺損變形、硬度降低、沙眼、損傷等缺陷進行沉積、封孔、補平等修復功能,只須打磨、拋光,也可進行車、銑、刨、磨等各類機械加工,以及電鍍等後期加工。
斷裂原因
一、脆性斷裂,此類軋輥斷口形狀較為平整,斷口周圍輥身表面較為齊整;
二、韌性斷裂,此類軋輥斷口形狀多呈"蘑菇頭"狀,斷口附近的輥身均成粉碎狀破碎。
將二者比對發現,此次斷輥事故的斷輥形式為韌性斷裂。脆性斷裂和韌性斷裂都是因為軋輥應力超過芯部強度造成的。
其產生原因與軋輥本身殘餘應力,軋制時機械應力以及軋輥熱應力有關,特別是當輥身的表面和芯部的溫差大時更容易產生。這種溫差可能由不良的輥冷卻,冷卻中斷或在新的軋制周期開始時軋輥表面過熱引起。軋輥的這種表面和芯部間的巨大溫差引起較大的熱應力,當較大的熱應力,機械應力以及軋輥的殘餘應力超過軋輥的芯部強度時引起斷輥。例如,軋輥表面和芯部間的溫差在70℃時軋輥會增加100MPa的縱向熱應力,溫差越大,增加的熱應力越大。與產生脆性斷口的軋輥相比較,產生韌性斷口的軋輥的芯部材料韌性更好,更不容易出現斷裂。
導致軋輥失效的應力共有四種:
一、製造過程中的殘餘應力;
二、軋制過程中的機械應力;
三、軋制過程中軋輥的組織應力;
四、軋輥內外溫差造成的熱應力。
如果是因為製造殘餘應力過大產生斷裂,斷輥通常發生在軋輥初始上機使用的前幾次,且為開軋的前幾塊軋材。此次斷裂的軋輥已經上機軋制了四次,工作層消耗了14mm,因此不應是因製造殘餘應力形成的斷裂。
如果是因為機械應力產生的斷裂,需要很大的機械應力。經粗略計算,如此大截面的高鉻鑄鋼軋輥若被機械應力拉斷,則需要100MN以上的拉力,對於該軋輥工作的軋機來說這是不可能的。軋輥受力最大的部位是傳動端輥頸,如果材料的力學性能指標不足,正常軋制情況下首先損壞的是傳動端輥頸。從實際軋制和斷輥情況來看,不是由於機械應力造成輥身斷裂。
對組織應力影響最大的就是外層組織中殘餘奧氏體含量。殘餘奧氏體在軋制溫度,軋制壓力和水冷的交變作用下,發生奧氏體向馬氏體或貝氏體的轉變,由於奧氏體的比容小,而馬氏體的比容大,因而在組織轉變的過程中伴隨著體積的膨脹,會致使軋輥的工作層產生更大的壓應力,芯部產生更大的拉應力,芯部應力一旦超過材料的強度,必然造成軋輥斷裂。考慮到殘餘奧氏體對組織應力的影響及熱帶連軋機軋輥的工作條件,一般軋輥的殘餘奧氏體含量控制在小於5%即可保證安全使用。該斷裂軋輥的外層組織中殘餘奧氏體含量小於1%,故組織應力可以忽略不計。
軋輥斷裂也可能與溫度不均勻造成的熱應力有關。軋輥在上機使用過程中,由於與軋材的緊密接觸,軋輥表面溫度迅速上升,而軋輥芯部的溫度上升較慢,這時軋輥面和軋輥芯部之間的溫差處於最大值,溫差引起的軋輥熱應力也處於最大值。如果軋輥的熱應力和軋輥的殘餘應力相疊加,並且超過了軋輥芯部的強度極限時就可能發生軋輥斷裂的事故。
防止斷裂方法
防止斷裂應該從減小製造殘餘應力,機械應力,組織應力和[1]熱應力四方面進行。
一般情況下大部分製造殘餘應力會在熱處理過程中消除,並且會隨著軋輥的存放時間延長而逐漸消除,因此新軋輥存放一段時間再使用,能夠降低斷輥風險。避免較大機械應力的方法主要是避免過冷鋼。降低組織應力的方法是通過熱處理將輥身工作層殘餘奧氏體含量控制在小於5%以下。減小熱應力的辦法是在軋鋼過程中對軋輥進行良好的冷卻。
製造殘餘應力,機械應力,組織應力和熱應力是造成高鉻鋼軋輥斷裂的主要原因,良好的熱處理,軋制條件和冷卻可以有效防治高鉻鋼軋輥斷裂。
