
周期斷面軋制
正文
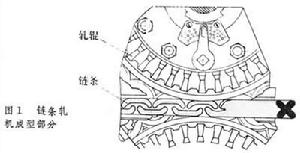
通過軋機使軋件的斷面、形狀和尺寸沿長度發生周期性變化的方法。此法具有連續生產的特點。用周期斷面軋制大批量生產零件坯料,比用自由鍛或模鍛方法能顯著提高產量,降低金屬、模具和能量的消耗。周期斷面軋製法在19世紀上半葉用於生產扳手、鋤頭等手工工具。從20世紀50年代開始,軋制周期斷面除用縱軋方法外,還用斜軋和橫軋的方法生產鋼球、滾柱、軸套、紡梭、火車軸等的坯料。縱軋 周期斷面縱軋是在二輥式或多輥式軋機上進行,軋輥上刻有周期斷面軋槽。軋制時要求上下軋輥嚴格同步運轉,防止錯位。為此,周期斷面軋機在接軸處設有同步調整機構,保證上下軋槽對正。圖1為用周期斷面軋制方法生產鏈條的鏈條軋機和軋輥軋制鏈條時的情況。
 周期斷面軋制
周期斷面軋制 周期斷面軋制
周期斷面軋制 周期斷面軋制
周期斷面軋制