
正文
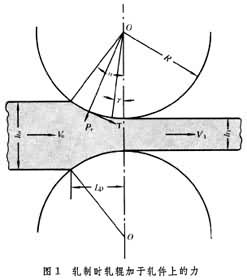
圖1給出軋輥加於軋件的力,Pr為軋制力,它垂直於軋輥表面;T為摩擦力;Lp為變形區水平投影長度。軋制力是確定軋機強度的基礎。正確計算和測定軋制力,對於設計和使用軋機均有很大意義。影響軋制力的因素 為了便於分析,可把影響因素分為兩類:①影響軋件材料在簡單應力狀態下變形抗力σ0的因素,如化學成分、組織、軋制溫度和速度、加工硬化等;②影響變形的應力狀態的因素,如軋輥直徑、軋件尺寸、表面摩擦、外力(張力或推力)等。
 軋制力
軋制力軋制力的理論計算方法 有截面法、滑移線法、能量法、上下界法、有限元法等,其中截面法(也稱工程近似法)套用最廣。
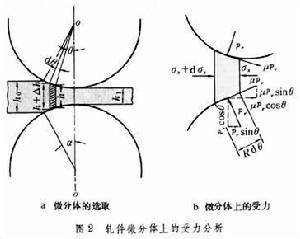
截面法中有代表性的是卡門(T.von Karman)方程(1925年提出)。此方程為在一定假設條件下於變形區取任意截面(圖2),根據力平衡條件導出

 軋制力
軋制力軋制力的經驗公式 由於理論公式的上述缺點,實際中常套用一些經驗公式,如常用的計算熱軋碳鋼軋制力的埃克倫德(S.Ekelund)公式:

 /(h0h1);K=(14-0.01t)(1.4 C% Mn%);η=0.01(14-0.01t);f為摩擦係數,f=1.05~0.0005t;t為軋制溫度(℃);v為軋輥圓周速度;bm為軋件平均寬度;Δh為壓下量;R為軋輥半徑。
/(h0h1);K=(14-0.01t)(1.4 C% Mn%);η=0.01(14-0.01t);f為摩擦係數,f=1.05~0.0005t;t為軋制溫度(℃);v為軋輥圓周速度;bm為軋件平均寬度;Δh為壓下量;R為軋輥半徑。 目前軋機上實測軋制力的技術有很大發展,軋機上的測力感測器通稱壓頭,常用的有電阻應變式和壓磁式兩種,隨著軋機自動控制的發展,它已成為現代軋機必備的檢測手段(見軋機彈性變形)。
參考書目
趙志業主編:《金屬塑性變形與軋制理論》,冶金工業出版社,北京,1980。
