
基本定義
孔型:兩個或兩個以上軋輥的軋槽,或者一個軋輥的軋槽與另一個軋輥的凸台對和起來在軋制面上所形成的孔口叫做孔型。
相關條目
軋輥孔型
正文
在軋輥上加工出軋槽,把兩個或兩個以上軋輥的軋槽對應地裝配起來,形成孔型(圖1a、b、c)。軋制鋼管時,由上下軋槽和芯棒共同組成孔型(圖1d)。軋制時,軋件通過一系列孔型,一般斷面積由大變小,長度由短變長,以達到所要求的形狀和尺寸。圖2示出 530軋機的孔型系列。設計孔型系統和每個孔型的形狀、尺寸,以及孔型配置和軋輥的導衛裝置稱為孔型設計。孔型設計是軋鋼生產的重要環節,對成品質量、軋機生產率、設備安全、生產成本等都有很大的影響。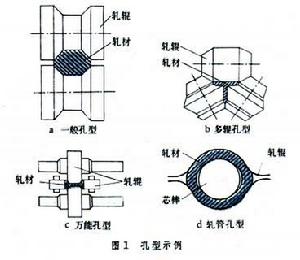 軋輥孔型
軋輥孔型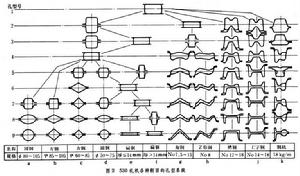 軋輥孔型
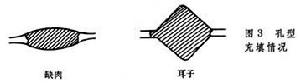
軋輥孔型對孔型設計來說,孔型內金屬的橫向流動比縱向流動更為重要。金屬的寬展往往在很大範圍內波動,難以用簡單公式概括各種因素的影響。對孔型充填量估計不足,則孔型充填過滿,會出現“耳子”;估計過大,孔型充填不滿,會出現“缺肉”(圖3)。
 軋輥孔型
軋輥孔型
孔型延伸係數 軋件在每道孔型中的變形量用變形前後的斷面積比Fi-1/Fi表示,軋制時體積不變,而面積與長度成反比。i道次內的延伸係數λi為:
一套孔型系統的總延伸係數 λ
 為坯料斷面F0與成品斷面F n之比F0/F n,等於各道次孔型延伸係數λ1,λ2…λ n的乘積:
為坯料斷面F0與成品斷面F n之比F0/F n,等於各道次孔型延伸係數λ1,λ2…λ n的乘積: 
 求得孔型系統的道次數n。並根據設備能力、軋件品種等因素經驗地確定λ。
求得孔型系統的道次數n。並根據設備能力、軋件品種等因素經驗地確定λ。 在一套孔型中,應根據軋件變形抗力、軋機能力、軋槽磨損等因素,合理分配延伸係數。在一般軋制條件下軋件溫度逐道次下降,變形抗力因軋件溫度下降而升高,因此,延伸係數的分配要逐道次變小。在開始的一些道次的延伸係數通常高於平均延伸係數;在最終的一些道次則應低於平均延伸係數。
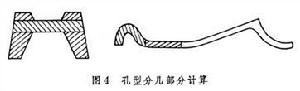
孔型設計程式 孔型設計的程式是根據各道次的延伸係數,逆著軋制順序,從成品到坯料,逐道計算出每道孔型的面積,然後確定孔型尺寸,如正方形孔型邊長
 ,圓形孔型的半徑
,圓形孔型的半徑 ,斷面複雜時可劃分成幾個簡單幾何形狀部分,分別計算各區域的延伸係數(圖4)。設計此類孔型時力求使各區域變形一致,並把不均勻變形儘量集中在溫度較高的開始的幾個道次,減少以後道次的不均勻變形。
,斷面複雜時可劃分成幾個簡單幾何形狀部分,分別計算各區域的延伸係數(圖4)。設計此類孔型時力求使各區域變形一致,並把不均勻變形儘量集中在溫度較高的開始的幾個道次,減少以後道次的不均勻變形。 輥環 側向壓力不等值的孔型必須靠輥環來承受軸向推力,以免軋輥串動,使孔型不能維持原設計尺寸(圖5)。
 軋輥孔型
軋輥孔型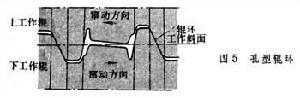 軋輥孔型
軋輥孔型導衛裝置 為使軋件順利地進出孔型,在孔型的出入口左右兩側均需安裝導板;在上輥和下輥出口側,要設定與軋槽形狀相吻合的衛板,又稱“嘴子”(圖6),以便軋件能順利離開軋輥。導板和衛板,以及扭轉輥和圍盤合稱導衛裝置。導衛裝置的設計是孔型設計的重要組成部分。導衛裝置的設計是否得當,對軋材的質量,產量和生產過程的正常進行均有很大影響。
 軋輥孔型
軋輥孔型