珠光體可鍛鑄鐵(pearlitic malleable cast iron)
斷面外緣有脫碳的表皮層,呈灰白色;心部組織為珠光體+團絮狀石墨的可鍛鑄鐵。其中片狀珠光體可鍛鑄鐵組織見圖1。
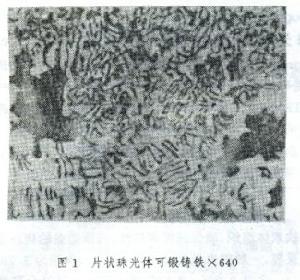 片狀珠光體可鍛鑄鐵
片狀珠光體可鍛鑄鐵珠光體可鍛鑄鐵強度高,有一定的韌性和硬度,耐磨性好。經淬火熱處理後其硬度可達HRC50,耐磨性可達某些低合金鋼的水平。這種鑄鐵適用於要求強度和耐磨性較高的零件,如農機具、汽車、拖拉機零件等。牌號及力學性能 中國國家標準GB9440一88(表1)與國際標準ISO5922—1981基本一致。
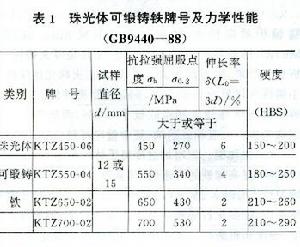 珠光體可鍛鑄鐵牌號及力學性能
珠光體可鍛鑄鐵牌號及力學性能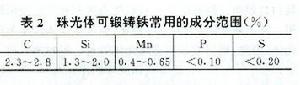 珠光體可鍛鑄鐵常用成分範圍
珠光體可鍛鑄鐵常用成分範圍化學成分的選定 常用的化學成分範圍見表2。其成分範圍除錳可允許較高外,其餘的成分與鐵素體珠zhu可鍛鑄鐵基本一樣。薄壁件可取較高的碳矽量,厚壁件則應取較低的碳矽量,另外還可根據孕育與否或孕育劑的作用來決定碳、矽量。往往是通過熱處理制度的控制來保證應有的力學性能。為了穩定珠光體,亦可在鐵液中加入少量銅、錫、鉬、釩、鈦、鉻等元素。這一可增加珠光體數量,二可細化珠光體,對提高鑄件的強度性能及硬度均有好處。一般加入銅O.1%~O.5%,加入鈦O.01%~O.20%,加入錫0.05%~O.10%。
製取方法 可鍛鑄鐵的生產分兩個步驟,首先得到白口鑄鐵,然後進行石墨化退火。(1)將成分調整到片狀珠光體可鍛鑄鐵。減少碳矽含量,提高含錳量,必要時加入錫、鋁、釩等合金元素。由白口鑄鐵直接退火。(2)調整工藝製取片狀珠光體可鍛鑄鐵。使用成分適於鐵素體可鍛鑄鐵的鐵液澆成白口坯件,再採用不同於鐵素體可鍛鑄鐵的熱處理工藝,以獲得不同結果。所採用的熱處理工藝有:(1)隨爐加熱至910℃,經8~12h緩慢升溫至950℃,強制冷卻(鼓風或噴霧),冷卻速度應大於30℃/min。可得細片狀珠光體+團絮狀石墨。珠光體可鍛鑄鐵退火曲線如圖2。
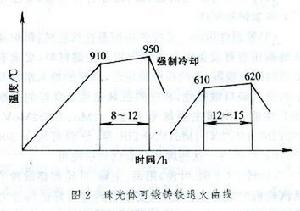 珠光體可鍛鑄鐵退火曲線
珠光體可鍛鑄鐵退火曲線(2)隨爐加熱至610℃,經12~15h緩慢升溫至620.℃,強制冷卻(鼓風或噴霧),冷卻速度應大於30℃/min。可得珠光體+鐵素體混合體+團絮狀石墨。(4)先按鐵素體可鍛鑄鐵退火工藝進行石墨化退火後,再加熱至820~850℃進行正火處理。可得珠光體+碎塊狀鐵素體混合基體+團絮狀石墨。(4)製取粒狀珠光體可鍛鑄鐵:進行第一階段石墨化之後,再進行油淬及高溫回火。可得粒狀珠光體+團絮狀石墨,具有較好的綜合力學性能和切削性能。(見可鍛鑄鐵)
