
焊接平板
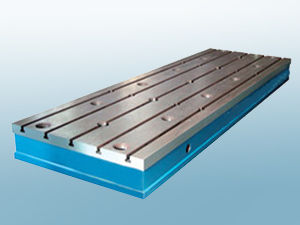
焊接平板 用途:用於鉚焊工藝的基礎平板,工作面上有孔和T型槽,孔主要用來清理鉚焊時的一些鐵渣和焊接廢棄物,T型槽主要是用來固定焊接件。當然,焊接平板也有用平面的,即無孔無槽。
 焊接平板
焊接平板焊接平板材質:高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品的精度穩定,耐磨性能好。焊接平板規格:1000x1000—3000x6000,(特殊規格根據需方圖紙製作。)
焊接平板精度:按國家標準計量檢定規程執行,分別為1、2、3、精刨四個等級。一般焊接工作中精刨焊接平板是主要採購對象。
焊接平板的檢驗方法 1、焊接平台工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。2、焊接平台工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應徹底清除型砂,且表面平整、塗漆牢固,各稅邊應修鈍。3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設定、螺紋孔或圓柱孔。設定吊裝位置時應考慮儘量減少因吊裝而引起的變形。4、焊接平台應經穩定性處理和去磁。5、焊接平台工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。6、焊接平台工作面的硬度應為HB170—220或187—255之間。7、T型槽主要檢定項目A、材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。]8、精度參數。3級平板未規定接觸斑點要求。1級平板要求接觸斑點數在任意25×25mm平面內不少於20點。2級平板要求接觸斑點數在任意25×25mm平面內不少於12點。焊接平台的鑄件面板的厚度不易過薄,這是由兩個原因造成的:1.焊接平台的使用方法,焊接平台顧名思義就是在平台的上面進行焊接工作,不可避免的要進行敲打,敲打的力度造成我們不能使用太薄的面板。2,焊接平台鑄件鑄造的方法:焊接平台鑄件壁厚過薄,在生產鑄件時會出現鑄件澆不足和冷隔等缺陷。這是因為過薄的壁厚不能保證鑄造合金液具有足夠的能力充滿鑄型。通常在一定鑄造條件下,每種鑄造合金都存在一個能充滿鑄型的最小壁厚,俗稱為該鑄造合金的最小壁厚。設計鑄件時,應使鑄件的設計壁厚不小於最小壁厚。這一最小壁厚與鑄造合金液的流動性以及鑄件的輪廓尺寸有關。
生產工藝流程及生產工序標準
焊接平板生產工序要嚴格按照國際標準執行,檢驗標準採用《中華人民共和國機械行業標準》JB/T7974—1999.檢驗一般分為焊接平板毛坯檢驗、機加工檢驗和成品檢驗兩次,焊接平板的毛坯主要檢驗焊接平板生產工序要嚴格按照國際標準執行,檢驗標準採用《中華人民共和國機械行業標準》JB/T7974—1999。檢驗一般分為焊接平板毛坯檢驗、機加工檢驗和成品檢驗兩次,焊接平板的毛坯主要檢驗外觀規格是否可以達到技術要求,和毛坯有沒有內部缺陷;焊接平板的機械加工檢驗主要是檢驗焊接平板有沒有沙孔、氣孔、裂紋、夾沙、縮松和加工誤差等;焊接平板的成品檢驗主要是檢驗焊接平板的平面度和外觀及其規格是否可以達到使用要求。
焊接平板用於各種檢驗工作,如精密測量用的基準平面,各種工具機機械的檢驗測量,檢查零件的尺寸精度、行位偏差,並作出精密劃線,焊接平板是工具機、機械製造、電子生產等20多種行業不可缺少的產品。焊接平板是劃線、測量、鉚焊、工裝工藝不可以缺少的工作檯,焊接平板也可以做機械試驗台等等。
焊接平板生產工序一般要嚴格採用《中華人民共和國機械行業標準》JB/T7974—2000加工和生產。但是有時候還要因地制宜、因事制宜的設計。在焊接平板焊接平板的國家標準和企業標準及焊接平板的使用要求有出入的時候,可以根據實際中對焊接平板的需要進行特殊的設計。設計焊接平板的理念要本著以最低的成本達到最好的使用效果,最好的使用效果還要達到生產和使用雙方都有互惠互利的原則。
焊接平板的在生產過程中,會產生一部分理論重量的偏差,要注意的是焊接平板的偏差是不是影響的焊接平板使用。一般焊接平板的設計應該考慮到鑄造誤差和機械加工的誤差,鑄鐵焊接平板的重量誤差一般不得超過10%,超過10%時,我們要對焊接平板的質量做進一步的鑑定才可以確定此鑄鐵焊接平板是否可以投入使用。
焊接平板的精度也可以說是焊接平板的平面度:焊接平板一般精度可以分為0級、1級、2級、3級。焊接平板的精度標準在《中華人民共和國機械行業標準》JB/T7974—2000里可以查到。選用精度標準時一般根據使用情況酌情而定。3級精度以上的焊接平板用做檢驗、劃線、裝配等使用,4級精度以下的焊接平板一般用做鉚焊等使用。
焊接平板的承載要求:焊接平板的承載是指焊接平板單位面積承受的重量後,焊接平板的變形撓度。為了便於理解,我們可以看作焊接平板放好工件後,在不影響正常使用的情況下,焊接平板所能夠承受的壓力。
焊接平板的生產過程中會出現一些產品缺陷,只要採用正確的方法可以進行工藝彌補,焊接平板工作面的缺陷是不可以忽視的重要部位,焊接平板主要的缺陷包括:氣孔、沙孔、夾沙、縮松等。焊接平板的缺陷在《中華人民共和國機械行業標準》JB/T7974—2000里有處理的詳細規定。焊接平板使用壽命和缺陷修復有密切的關係。所以對焊接平板的缺陷做修復時要嚴格按工藝要求處理。
焊接平板的生產工藝流程基本是:
1、焊接平板毛坯:按技術要求製圖紙、按圖紙製作木型、配料、造型、烘乾、澆鑄、落沙、清理、檢驗毛坯的各部位;
2、焊接平板機械加工:外觀檢驗並劃線、加工、檢驗;
3、焊接平板工件調平、人工刮研、檢驗科檢驗;
4、焊接平板的外觀處理、噴漆、包裝、入庫。
回火工藝
回火的目的有以下幾個方面:1.降低脆性,消除或減少內應力,鋼件淬火後存在很大內應力和脆性,如不及時回火往往會使鋼件發生變形甚至開裂。
2.獲得工件所要求的機械性能,工件經淬火後硬度高而脆性大,為了滿足各種工件的不同性能的要求,可以通過適當回火的配合來調整硬度,減小脆性,得到所需要的韌性,塑性。
3.穩定工件尺寸
4.對於退火難以軟化的某些合金鋼,在淬火(或正火)後常採用高溫回火,使鋼中碳化物適當聚集,將硬度降低,以利切削加工。
4焊接平板的生產還需要正火
鋼件的熱處理工藝—正火
鋼的熱處理種類分為整體熱處理和表面熱處理兩大類。常用的整體熱處理有退火,正火、淬火和回火;表面熱處理可分為表面淬火與化學熱處理兩類。
正火是將鋼件加熱到臨界溫度以上30-50℃,保溫適當時間後,在靜止的空氣中冷卻的熱處理工藝稱為正火。正火的主要目的是細化組織,改善鋼的性能,獲得接近平衡狀態的組織。
正火與退火工藝相比,其主要區別是正火的冷卻速度稍快,所以正火熱處理的生產周期短。故退火與正火同樣能達到零件性能要求時,儘可能選用正火。大部分中、低碳鋼的坯料一般都採用正火熱處理。一般合金鋼坯料常採用退火,若用正火,由於冷卻速度較快,使其正火後硬度較高,不利於切削加工。
 焊接平板
焊接平板 ①100mm×200mm-------------400mm×400mm(本規格適用於研磨壓砂平板)精度為0級、1級、2級。
②400mm×600mm-------------1500mm×2500mm(本規格適用於人工刮研平板)精度為1級、2級、3級。
③1500mm×3000mm----------2000mm×3000mm(本規格適用於人工刮研平板)精度為2級、3級、精刨。
④2000mm×4000mm----------3000mm×10000mm/4000mm×8000mm精度為3級和精刨。
焊接平板工作面的要求:
一、厚度要求:主要包括平台上工作面厚度,側圍厚度和高度,以及底麵筋板的厚度、高度和密度。
二、材質要求:高強度鑄鐵HT200-300,硬度:HB170-240。
三、人工退火:在回火窯經過600-700度高溫退火時效處理。
四、自然時效:按國標標準應該是2-3年自然時效,由於此工序時間太長,企業受資金周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,但在國際上已普遍使用。
五、沙眼與氣孔:0級與1級平台不允許有氣孔與沙眼,2級和3級可以用與平台同材質固體填充氣孔沙眼。注意:填充物的的硬度一定要低於平台本身的硬度。
六、鏟刮工藝:人工鏟刮在焊接平板加工過程中是最重要的工藝,它決定了焊接平板的平面度誤差大小,以及工作面的可接觸點數。0級板平台在每邊為25㎜平方的範圍內不少於25點;1級平台在每邊為25㎜平方的範圍內不少於20點;2級平板平台在每邊為25㎜平方的範圍內不少於16點;3級平板平台在每邊為25㎜平方的範圍內不少於12點。鏟刮完成後平台四個邊棱倒鈍。
七、清砂與塗漆:平台底面清砂要徹底,乾淨且噴塗紅色防鏽漆。側面要平整後再塗漆,一般塗籃漆或綠漆。
八、包裝要求:主要是木質包裝,儘量選用厚質木材覆蓋平台上工作面,必要時做全封閉包裝。包裝前平台工作面防鏽措施一定要做好。
九、運輸要求、在平台裝車後,檢查是否有懸空,如有懸空要墊實,避免振動。平台不要摞放過高以免擠壓變形。
十、配件選擇:主要是支架選擇,支架用材為壁厚1.5-2mm的方鋼和角鐵,焊接密度和結構要合理,調節螺栓要鏇轉通暢。
十一、安裝調試:一般先用用框式水平儀調平,在用光學合像水平儀或電子合像水平儀再進行一次平面度誤差測量,如有問題可要求平台生產商來現場鏟刮修復。
十二、正確使用:焊接平板在調試完成後即可使用,室溫控制在20±5℃使,在檯面上檢測工件要輕放輕挪,不要集中使用一個區域,儘量均勻使用整個焊接平板的有效面積。
焊接平板種類鑄鐵平板,劃線平台,檢驗平台,鉚焊平台,電機試驗平台,工具機工作檯,測量平台,檢測平台,鉗工平台,鑄鐵工作檯,裝配平台,鏜銑床工作檯,落地鏜床工作檯,T型槽平台,鑄鐵圓平台,地軌平台,鐵地板,基礎平板,劃線平板,檢驗平板,鉚焊平板,焊接平板,火工平板,鉗工平板,研磨平板,刮研平板,壓沙平板,試驗平板,工具機工作檯,三座標平板,模具墊板,拼裝平板,裝配平板,T型槽平板.
焊接平板(20張)編輯本段焊接平板加工重量偏差常識焊接平板在生產過程中,會出現重量的偏差。往往焊接平板的設計考慮到鑄造誤差和機械加工的誤差,焊接平板的重量誤差一般不得超過10%,超過10%時,要對焊接平板的質量做進一步的鑑定才可以確定此焊接平板是否可以投入使用。
 焊接平台
焊接平台 