探傷器簡介
檢查結構時,檢查建築物、構築物、地下管線的事故部位時,或在其它許多場合下當被檢查的部位狹窄或遠離觀看處,以及其它情況(直接走近事故地方有危險、高溫、被檢查的容器內有有害氣體等)而需確定缺陷時,人們常不能直接走近所要觀看的構件來全面地檢查部件、節點和缺陷。
為了在檢查構築物和確定缺陷時擴大觀察範圍,可使用下圖所示的在實踐中經過證明的一種儀器,藉助於這種儀器可觀看那些不便或不能走近的地方和稍遠觀察目標的地方的個別部件和節點。
探傷器(下圖)系用幾根可裝拆的硬鋁桿、兩面鏡子、固定和移動鏡子用的部件、照明觀察目標用的小電燈所組成。在鋁桿1上藉助於聯軸節3固定了鏡子2,鋁桿用幾節管子組成,總長1.5~2米。根據目標的遠離程度,探傷器可用幾節管子組成,長至4—6米。下面的鏡子可上下移動,移至需要的高程予以固定,上面的鏡子牢固地裝置在管端上,井可回蔣地嵌緊在鋁桿的切口中。當接長或拆短鋁桿時,上面的鏡子以同樣方式固定在任何一節鋁桿上。
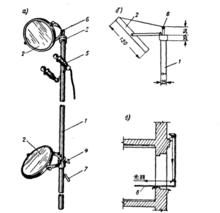 探傷器
探傷器在黑暗地方進行檢查工作時,鏡子旁裝有小電燈5,電線從燈頭連線到插座上。如果在檢查地點缺乏電力,或接臨時電簇到鏡旁非常困難時,可裝上照明手電筒或燭光裝置。上面的鏡子依靠滾輸6上通過的線的拉力,藉助於操縱桿7可以迴轉。探傷器能夠靠鋁桿8伸出建築物界限以外。
電磁探傷
電磁探傷的基本原理
電磁探傷,是利用電磁原理檢查金屬的缺陷,即利用電流產生磁力,使輪對被探部位磁化。然後將鐵粉灑在被探部位的表面上,用電磁探傷器往復探測數次,有裂紋的地方因磁力線作用,形成局部磁極,磁力線就發生變化,鐵粉集中在裂紋處,形成一條黑線,便可確定裂紋處所。
電磁探傷器
車輛部門常用的電磁探傷器有兩種:
 閉合環型電磁探傷器圖
閉合環型電磁探傷器圖(一)閉合環型電磁探傷器,這種探傷器構造簡單,是由直徑4毫米兩根並排的裸銅線包以絕緣材料(白布帶)繞成,閉合環直徑為240—300毫米,圈數為10—15圈,繞好以後紮緊,外面再包以白布帶,浸以絕緣漆,然後烘乾裝上一個手柄和兩個接線銅螺絲;如圖所示。
閉合環型電磁探傷器,可用直流電源,也可以用交流電源,其輸入電壓為4.5伏,電流為150安左右。
閉合環型電磁探傷器的特點是輕便,使用時,在距離探傷器中心兩側50毫米範圍以內的裂紋,都可以清晰地顯示出來。它是專門用以檢查橫裂紋。如檢查縱裂紋,還必須用其他探傷器進行檢查。但對受彎曲應力的軸來說,縱向裂紋對材料的損害並不嚴重,因此,這種探傷器使用較為廣泛。例如車輛段、車輪工廠當車輪加工後,或輪對向車輛上安裝時,採用這種探傷器,進行第二次復探,既簡便而又不會劃傷軸頸。
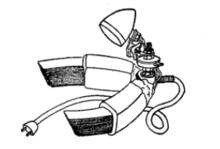 開合馬蹄形電磁探傷器
開合馬蹄形電磁探傷器(二)開合馬蹄形電磁探傷器,是車輛部門常用的一種多用電磁探傷器, 如圖所示。
這種探傷器的外形,即與外卡鉗相似,又與馬蹄相似。是由兩個圓弧形的鐵臂組成,鐵心斷面為20×30mm 、兩臂上均繞有線圈,系用2.3毫米的雙紗包線繞120圈、臂的一端有一個支點(樞軸),臂頭製成與鉛垂線成32°的斜坡,使臂頭與被探部位表面成58°角;電源為24伏交、直流,電流約為15安,功率為300瓦,在探傷器上有的裝設24伏照明燈及電源開關。
這種探傷器可以作局部縱向磁化探傷,也可以作局部周向磁化探傷。因此,各種被探工作物都能用它進行檢查,特點是既能檢查縱裂紋,又能檢查橫裂紋。通常用它檢查車軸,車輪、輪箍、輪心等的裂紋。
電磁探傷的顯示媒質
輪對在進行探傷時,為了顯示裂紋,必須在被探部位表面灑上鐵粉,利用漏磁通的磁力,使鐵粉集中,以顯示被探部位的缺陷。因此稱鐵粉為媒質或者磁粉。
探傷中所用的媒質,是以能被磁力線所吸引的鐵磁性物質粉末為原則,如鐵粉或者是鐵的化合物(磁性氧化鐵)等。
缺陷的顯示是否清晰,與媒質有很大關係。如果磁粉沒有良好的導磁率,或者粒度過大,就不易或不能被漏磁通所吸引,因此顯示就不清晰。所以對探傷的媒質要求是:導磁率高,質地純淨,粒度適合,不混有粘土、固定碳等非磁性氧化物。
電磁探傷的操作工藝
電磁探傷時,能否發現輪對的缺陷,除了要求有良好的顯示媒質及靈敏度的探傷器外,在很大程度上還取決於操作工芝。方法不當,不僅探傷工作效率低,更重要的是容易造成漏探,即使有萬分之一的漏探,也會造成不可估量的損失。為此應注意下列各點:
(1)探傷之前,必須將輪對被探部位表面的鏽蝕,汕垢、灰塵及水分除淨,直至完全露出金屬表面為止;
(2)清理被探部位表面以後,應先作外觀檢查,找出肉眼可以看到的缺陷及可疑的地方,作為探傷的重點;
(3)準備工作做好以後, 應先檢驗探傷器的靈敏度及性能。確認探傷器良好後再進行探傷作業;
(4)按照輪對的輪廓尺寸放置探傷器,使被探各部分都能受到磁場勵磁。探傷時應採取縱向磁化法和周向磁化法交叉探測。為了發現斜裂紋,在進行縱向磁化及周向磁化時,應以探傷器中線為中心,利用空間的斜角,作往復擺動,這種擺動除了檢查斜裂紋外,還可使鐵粉分布均勻,引致集中,有利於顯示。但擺動與移動均不宜燭挾,要短暫停頓,使磁力線穩定,促成漏磁通也穩定,有利於鐵扮集中;
(5)探傷中,發現有鐵粉集中現象,應將探傷器角度賂加變動,使磁力線與集中處有較大的交角,促使顯示更加清晰。
探傷部位的鐵粉聚積成線狀時,應將鐵粉擦淨,再次複查探傷,如仍成線狀時,應辨認是否裂紋。裂紋的表現是:從外觀看,鐵粉呈現密集、有力的鋸齒狀條紋;有局部裂紋時,鐵粉則呈現中間較寬兩端漸狹窄的條紋, 如移動探傷器或用嘴吹時鐵粉不易消散;若無裂紋,鐵粉的堆積形式是鬆散無力,邊緣輪廓不整齊,移動探傷器或用嘴吹時,鐵粉極易消散。如遇有鐵粉聚集,辨認不清裂紋或重皮時,應將鐵粉聚集處鏟肖峪光後再進行探傷檢查;
(6)探傷完了按規定打鋼印或將探傷情況填寫在規定的記錄中。
超音波探傷器
採用超音波探傷能夠探測出輪座內部的裂紋。不需要進行退輪檢查,減少了退輪,焊孔(或選配車輪)、組裝等工序。
超音波探傷的基本原理
超音波是指振動頻率在2萬赫茲以上的聲波。其特點是:振動頻率高、波長短具有束射特性(即可定向控制波束)。超音波是利用材料本身的彈性性質來傳播超聲振動。當它在金屬中傳播遇到探拌的缺陷時,能從兩個介質面上反射回來,根據反射波束就可以確定探件內部有無缺陷及缺陷大小和位置。
產生超音波的方法:是利用晶體的壓電效應和磁的伸縮效應兩種。一般採用壓電型超音波發生器。它是利用晶體所具有的壓電效應做成的。
壓電效應是把某些晶體按一定方向割成薄片,就產生這種特性。如果壓縮它不僅由伸長而變薄,而且上面產生正電荷,下面產生負電荷。如果上下用力拉,它便縮短變厚,上面產生負電荷,下面產生正電荷,電荷的大小與施加的壓力成正比。如果在電場中放入壓電晶體,並使電磁場的方向和壓電軸的方向一致對,在電場的作用下,壓電晶體就沿一定方向發生強烈的壓縮與拉伸,這種晶體效應就稱為壓電效應。如果把電振盪器產生的具有幾萬赫茲的振盪電流加到晶體上,晶體就產生忽而變薄忽而變厚的振動,使薄片周圍的物質也隨著發生波動,這就是超音波。經常使用的晶體是石英(SiO)和鈦酸鋇(BaTiO)。
超音波探傷方法概述
超音波探傷器的基本結構包括:高頻脈衝發生器、換能器(發射探頭),接收放大器和示波器等部分。除換能器外其餘均是無線電儀器裝置,組裝在可以移動的機體中間。
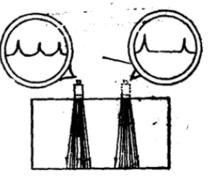 脈衝回聲探傷示意圖
脈衝回聲探傷示意圖利用超音波檢驗零件有聲影法和脈衝回聲法兩種。零件探傷一般採用脈衝回聲法(如圖),它是利用超音波在兩種不同的介質界面上發生反射的原理,由脈衝發生器激勵發射探頭髮射超音波,並將反射回來的超音波接收放大,其光波形式即可在螢光屏上顯示出來,以達探傷的目的。當工件內部有缺陷時;射入的超音波除碰到部件的底面發生反射外,碰到缺陷也會發生反射。因為缺陷處和底面及表面的聲成不同,故在螢光屏上也顯示與底面及表面的距離成比例的缺陷反射波。當部件內部沒有缺陷時,則螢光屏上只有底波,始波而沒有缺陷的反射波。
發射探頭是將電能轉換為聲能或將聲能換電能的換能器,是直接的超音波波源。設計製造出不同種類的發射探頭就可控制超音波的傳播方向。如直角探頭只能用於縱波探傷,斜角探頭只能用於橫波探傷,表面波探頭只能適用於表面波探傷。
目前超音波探傷採用的有縱波和橫波兩種形式,當對車軸的輪座部探傷時,由於縱波探傷探測輪座時,易於產生假象,對缺陷難予判斷。所以,對輪座一般使用橫波探傷。為了檢查橫渡探傷的正確性,可使用縱波探傷來驗證。
超音波探傷器的組成及探測特徵
1.超音波探傷器主要由高頻脈衝發生部分,超音波發射和接收部分,接收信號放大部分和信號顯示部分組成。超音波探傷器線路如圖。
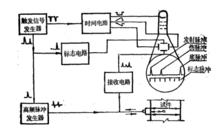 超音波探傷器線路
超音波探傷器線路2.使用超音波探傷器對輪座進行探傷時,輪座部有裂紋的回波特徵是:
(1)超音波遇到裂紋後的反射波束,在螢光屏上為一明顯的單獨而狹窄的穩定光峰波。
(2)當發射探頭進行軸向移動時,螢光屏上的光峰波並不迅速消失,經移動一定距離後才逐漸減弱而消失。
(3)橫向移動發射探頭或將發射探頭偏轉很小角度時,裂紋的反射波周圍不出現雜波。
(4)當發現裂紋的反射波時,底波則相應減弱,而裂紋的反射波的波形與無裂紋時的底波的波形相類似。
