
特徵
超高速加工技術的特徵:切削力低、熱變形小、材料切除率高、高精度、減少工序 。
經濟效益指標
在保證加工精度和加工質量的前提下,將通常切削速度加工的加工時間減少90%,同時將加工費用減少50%,以此衡量高切削速度的合理性 。
分類
超高速加工技術主要包括:
超高速切削與磨削機理研究、超高速主軸單元製造技術、超高速進給單元製造技術、超高速加工用刀具與磨具製造技術、超高速加工線上自動檢測與控制技術等。
發展
自從德國Salomon博士提出高速切削概念以來,高速切削加工技術的發展經歷了高速切削的理論探索、套用探索、初步套用、較成熟的套用四個發展階段。
特別是20世紀80年代以來,各工業國家相繼投人大量的人力和財力進行高速加工及其相關技術方面的研究開發,在大功率高速主軸單元、高加減速進給系統、超硬耐磨長壽命刀具材料、切屑處理和冷卻系統、安全裝置以及高性能CNC控制系統和測試技術等方面均取得了重大的突破,為高速切削加工技術的推廣和套用提供了基本條件
套用
高速切削加工目前主要用於汽車工業大批生產、難加工材料、超精密微細切削、複雜曲面加工等不同的領域航空工業是高速加工的主要套用行業,飛機製造通常需切削加工長鋁合金零件、薄層腹板件等,直接採用毛坯高速切削加工,可不再採用鉚接工藝,從而降低飛機重量。模具製造是高速加工技術的主要收益者。當採用高轉速、高進給、低切削深度的加工方法時,對淬硬鋼模具型腔加工可獲得較佳的表面質量,可省去後續的電加工和手工研磨等工序 。
特點
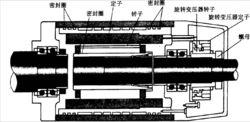 超高速電主軸結構
超高速電主軸結構通常把切削速度比常規高5~10倍以上的切削叫做超高速切削。
超高速切削加工的優越性有以下幾點:
1、加工效率高。高速切削加工比常規切削加工的切削速度高5~10倍;
2、切削力小。高速切削加工切削力至少可降低30%;
3、熱變形小;
4、加工精度高、加工質量好;
5、加工過程穩定
6、減少後續加工工序
7、良好的技術經濟效益
切削工具機
簡介
超高速切削工具機是實現高速、超高速切削的必不可少的設備。超高速工具機有以下五項基本要求:超高速的主軸部件、快速回響的數控系統、快速的進給部件、動、靜、熱剛度好的工具機支承部件、高壓大流量噴射的冷卻系統和安全裝置。
主軸部件
電主軸和以前用於內圓磨床的內裝式電機主軸有很大的區別,主要表現在:有很大的驅動功率和扭矩 ;有較寬的調速範圍 ;有一系列監控主軸振動、軸承和電機溫升等運行參數的感測器、測試控制和報警系統,以確保主軸超高速運轉的可靠性與安全性。
超高速主軸採用的軸承有滾動軸承、氣浮軸承、液體靜壓軸承和磁浮軸承幾種形式
數控系統
超高速切削對數控系統的要求不斷提高,最基本的要求是保證高精度、高速度。為了適應高速,要求單個程式段處理時間短;為了在高速下保證加工精度,要有前饋和大量的超前程式段處理功能;要求快速形成刀具路徑,此路徑應儘可能圓滑,走樣條曲線而不是逐點跟蹤,少轉折點、無尖轉點;程式算法應保證高精度;碰到干擾能迅速調整,保持合理的進給速度,避免刀具振動等。
進給系統
超高速切削在提高主軸速度的同時必須提高進給速度,並且要求進給運動能在瞬時達到高速和瞬時準停等。超高速切削工具機的進給系統不僅要能達到很高的進給速度,還要求進給系統具有大的加速度以及高的定位精度。
支承部件
超高速加工工具機的支承製造技術是指超高速加工工具機的支承構件如床身、立柱、箱體、工作檯、底座、托板、刀架等的製造技術。
由於超高速加工工具機同時需要高主軸轉速、高進給速度、高加速度,又要求用於高精度的零部件加工,因而集“三高”(高速度、高精度、高剛度)於一身就成為超高速加工工具機的最主要特徵。更先進、更高速的直線電動機已經發展起來,它可以取代滾珠絲槓傳動,提供更高的進給速度和更好的加、減速特性。
直線電機直接驅動的優點是:①控制特性好、增益大、滯動小,在高速運動中保持較高位移精度;②高運動速度,因為是直接驅動,最大進給速度可高達100~180 m/min;③高加速度,由於結構簡單、質量輕,可實現的最大加速度高達2~10g;④無限運動長度;⑤定位精度和跟蹤精度高,以光柵尺為定位測量元件,採用閉環反饋控制系統,工作檯的定位精度高達0.1~0.01;⑥起動推力大(可達12000N);⑦由於無傳動環節,因而無摩擦、無往返程空隙,且運動平穩
冷卻系統
超高速加工時,必然產生大量的高溫熱切屑,必須把它迅速從工作檯上弄走,避免導致工具機、工件和刀具產生熱變形,以及妨礙切削加工的繼續進行
刀具系統
超高速切削加工刀具系統由刀具材料、刀具幾何角度與形狀、刀體結構與刀片夾緊結構、刀具與工具機的聯結、刀具的冷卻及切屑的清除、刀具工況監控等組成
刀具系統具有如下特點:
1、刀片在刀體上的定位夾緊牢固、安全,刀具與工具機的聯結可靠
2、超高速切削加工的切削力隨著切削速度的提高而降低約30%
3、切削溫度隨著切削速度的提高而緩慢提高
4、刀具磨損主要由切削溫度、刀具—切屑之間和刀具-工件之間的相對速度決定的
刀具材料
超高速切削加工要求刀具材料與被加工材料的化學親合力要小,並且具有優異的機械性能、熱穩定性、抗衝擊性和耐磨性塗層刀具材料。塗層刀具通過在刀具基體上塗覆金屬化合物薄膜,以獲得遠高於基體的表面硬度和優良的切削性能金屬陶瓷刀具材料。金屬陶瓷具有較高的室溫硬度、高溫硬度及良好的耐磨性陶瓷刀具材料。陶瓷刀具材料主要有氧化鋁基和氮化矽基兩大類。
PCD刀具材料。 PCD是在高溫高壓條件下通過金屬結合劑(如Co等)將金剛石微粉聚合而成的多晶材料;
CBN刀具材料。CBN刀具具有極高的硬度及紅硬性,可承受高切削速度,適用於超高速加工鋼鐵類工件;
切削工具機
磨削加工按砂輪線速度Vs的高低可分為普通磨削(Vs=30~40 m/s) 和高速磨削(Vs≥45 m/s) 兩類。
為了與20 世紀80 年代以前速度不超過80~120 m/s 的一般高速磨削相區別, 通常將速度為普通磨削速度5 倍以上(即Vs≥150 m/s) 的高速磨削稱為超高速磨削(Super-High Speed Grinding 或Ultra-High Speed Grinding。
