
簡介
超高壓水刀的基本技術既簡單又極為複雜。當水被加壓至60,000PSI(或以上)並且從一小開孔通過時,它可切割各種軟質材料包括食品,紙張,紙尿片,橡膠及泡棉.而當少量的砂如石榴砂被加入水射流中與其混合時,所產生之加砂水射流,實際上可切割任何硬質材料包括金屬,複合材料,石材及玻璃.超高壓水刀也可使用於各種不同的工業表面處理套用如船身清洗及汽車噴漆設備清洗。
除低成本切割外,水刀還被認為是世界上功能最多樣、增長速度最快的加工技術(根據Frost&Sullivan和Market Intelligence Research公司的報告)。水刀在全球範圍內廣泛用於高產量套用。它與其它技術(銑床、雷射、EDM、等離子和刨床)相輔相成。水刀切割不使用有毒氣體或液體,不會產生有毒的物質或蒸汽。水刀切割表面不留任何HAZ或機械變形。它是一種真正的多功能、高效率冷切割技術。
水刀已經證明自己可以完成其它技術無法處理的工作。從在石材、玻璃和金屬上切割極薄的細節,在鈦合金上快速鑽孔,切割食品、直至對飲料和溶液進行殺菌消毒,水刀已經證明了它獨一無二的價值。
人類自古就利用水流的衝擊力,製成水車、水磨等水力機械。如果水流從高壓水槍中噴出,其衝擊力就更大。前蘇聯用於採煤工業,名曰水力採煤。高速噴出的水流受阻於煤層,速度驟然下降,頃刻間會產生足夠大的衝擊力,使煤層出現脆性斷裂,完成採煤作業。受此啟發,前蘇聯科學家開發出高壓水噴流切割技術,而美國公司取得了此項技術的專利權,使之商品化。
普通水經過一個超高壓加壓器,將水加壓至4,000bar(60,000psi),然後通過一個細小的噴嘴(其直徑為0.004英寸至0.016英寸),可產生一道每秒達915公尺(約音速的三倍)的水箭,此道水箭可做各種表面處理及切割各種非金屬物質如紙類、紙尿褲、玻璃、纖維、海綿等。
而針對要切割金屬及較硬的材質如各種石材、玻璃、陶瓷、磁磚等材質時,福祿另開發出具專利及更完善的設計,就是將砂料與水箭混流以增強其切割能力,此種高速度的加砂水刀幾乎可切割任何材質。
要做到這點,對水、管道、噴口都有比較高的需求。如管道,水刀是用高壓工具把水加壓後射出來的,必須擁有極高的壓力才能把堅硬的切割材料切開,所以管道必須能承受極高的壓力,這個壓力遠遠大於700兆帕,因為薄鋼板(被切割材料)本身就能承受700兆帕的壓力。
其次,水刀用的水完全沒有雜質是不對的。因為水壓遠遠大於700兆帕,那么對於管道等密封設備而言,無論密封性能多么好,純水總會使它們磨損而滲漏。為了解決這個問題,水刀用水就要加入5%的可溶性乳化油,提高密封效果。對於高壓泵,也要加入一些油液提高其密封性能。
上面說過了,水刀的噴嘴是用硬質合金、藍寶石等材料做成的,噴口直徑僅0.05毫米,而且孔內壁光滑平整,能承受1700兆帕的壓力,所以噴出來的高壓水能像刀一樣切割材料。有些水還加入了一些長鏈聚合物,如聚乙烯氧化物,增加水的“黏度”,使噴出的水猶如一條“細線”。
它的加工精度高,切割寬度只有0.1—0.8毫米,可以加工型面複雜的零部件。加工後的零部件切口光滑整齊,無須修整。尤其對易熱變形材料的加工,“水刀”更具獨特優越性。
它不像刀具那樣存在磨損問題,摻入水噴流中的磨料和廢水可回收使用,設備又較為簡單,加工成本低廉。加工過程中引起的振動和噪聲都很小,切屑量僅是機械加工的15%—20%,並且碎屑隨水流走,不會飛揚傷及操作者。
“水刀”,正因為它不是刀,才開拓了廣闊的用武之地。對複合材料的切割是加工中的棘手問題。如採用傳統的加工方法,會出現分層和撕扯現象,而“水刀”正是解決這個問題的理想工具。用“水刀”來清除部件的陶資塗層,效果優於機械方法和化學方法。“水刀”可用於沖孔,粉碎材料。船體及螺鏇槳表面的附著物,化工管道中的積垢,用“水刀”來清洗也很方便。
“水刀”還可以用於外科手術。(東京大學醫學院用壓強0.7兆帕的“水刀”在家兔身上做試驗,表明它可用於肝、腎等器官的手術,不會損傷周圍組織,也不易引起感染。)
歷史
Norman Franz博士一直被公認為水刀之父。他是研究超高壓(UHP)水刀切割工具的第一人。超高壓的定義是高於30000psi。Franz博士是一名林業工程師,他想尋找一種把大樹幹切割成木材的新方法。1950年,Franz第一次把很重的重物放到水柱上,迫使水通過一個很小的噴嘴。他獲得了短暫的高壓射流(多次超過了現在使用的壓力),並能夠切割木頭和其它材料。他後來的研究涉及更為連續的水流,但他發現獲得連續高壓非常困難。同時,零件的壽命也以分鐘計算,而不是今天的數周或數月。
Franz博士從沒製造出一種量產的木材切割器。而今天木材切割卻是超高壓技術最不重要的套用之一。但Franz博士證明了高速會聚水流具有極大的切割能量-這種能量的套用遠遠超出了Franz博士的夢想。
1979年,Mohamed hashish博士在福祿研究室工作,開始研究增加水刀切割能量的方法,以便切割金屬和其它硬質材料。Hashish博士被公認為加砂水刀之父,他發明了在普通水刀中添加砂料的方法。他使用石榴石(砂紙上常用的一種材料)作為砂料。憑藉這種方法,水刀(含有砂料)能夠切割幾乎任何材料。1980年,加砂水刀第一次被用於切割金屬、玻璃和混凝土。1983年,世界上第一套商業化的加砂水刀切割系統問世,被用於切割汽車玻璃。該技術的第一批用戶是航空航天工業,他們發現水刀是切割軍用飛機所用的不鏽鋼、鈦和高強度輕型合成材料以及碳纖維複合材料的理想工具(現在已用於民用飛機)。從那以後,加砂水刀被許多其它工業採納,例如加工廠、石料、瓷磚、玻璃、噴氣發動機、建築、核工業、船廠等等。
技術
基本技術
 福祿水刀
福祿水刀在最基本的情況下,水從泵流過,經過管道,然後從切割刀頭流出。其說明、操作和維護都很簡單。但是,這一過程包含非常複雜的材料技術和設計。為了生成和控制60000psi 的水壓,需要書本上沒有的科學技術。在這種壓力下,如果設計不當,微小的泄漏有可能對工件造成永久的侵蝕性損害。幸運的是,水刀製造商採用了複雜的材料技術和先進工程設計。用戶只需了解基本的水刀操作知識即可。
從本質上講,有兩類水刀:(1)純水水刀和(2)加砂水刀。設備設計為只能使用純水水刀、只能使用加砂水刀、或二者均可。無論何種形式,必須首先對水加壓。
泵
泵是水刀系統的核心成員。對水進行加壓並連續輸出水流,從而讓切割刀頭把高壓水變為超音速水射流。水刀套用可以採用兩種泵-增壓泵和直接驅動泵。
直接驅動泵
 直接驅動泵
直接驅動泵直接驅動泵的工作方式與在噴漆前沖洗房屋或甲板時所用的低壓“壓力清洗器”一樣。它是一種直接由電機驅動三個活塞產生運動的三級泵。因為其簡單可靠,這些泵得到了水刀工業的認可。到本文發稿時為止,直接驅動泵能夠提供的最大連續工作壓力比增壓泵低 10% 到 25%(直接驅動泵為20K到50K 、增壓泵為40K到60K)。直接驅動泵也是一種相對新型的高壓泵(上世紀八十年代後期開始上市)
儘管直接驅動泵被用於某些工業套用,目前絕大多數用於水刀的超高壓泵還是增壓泵。
增壓泵
普通增壓泵中有兩種流體管路,水管和液壓管。水管管路包括入口水過濾器、升壓泵、增壓器和減震器。用入口水過濾系統過濾普通自來水-通常包括一個1微米濾筒和一個0.45微米濾筒。然後把過濾後的水輸送給升壓泵,入口水壓在此大約是90psi-保證增壓器一定不能缺水。之後把過濾後的水輸送給增壓泵,壓力升高至60000psi。在水離開泵並通過管道輸送給切割刀頭之前,會首先流經減震器。這個大容器緩衝了壓力波動,確保輸送給切割刀頭的水穩定、連貫。如果沒有減震器,將能夠看到並聽到水流脈動,在被切割材料上留下印記。
液壓管路包括電機(25到200HP)、液壓泵、油箱、歧管以及活塞/柱塞。由電機驅動液壓泵。液壓幫浦從油箱吸油,並把壓力升高至3000psi。高壓油被輸送給歧管,由歧管閥門產生增壓器的衝程動作(通過把液壓油輸送給柱塞/活塞組件的一側或另一側)。增壓泵是一種往復式幫浦,即柱塞/活塞組件來回往復運動,當低壓水充滿一側時,在增壓泵的另外一側輸出高壓水。液壓油在返回油箱的過程中得到冷卻。
水刀
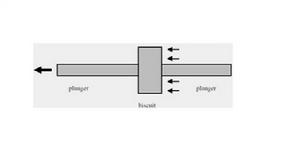 增壓比原理
增壓比原理典型的增壓泵裝置。本裝置設計為獨立式,而非整合到運動設備中。增壓泵體現了先進的幫浦技術。正如水管路的說明所描述的那樣,增壓泵把過濾後的自來水加壓到60000psi。利用的是“增壓原理”。
液壓油被加壓至 3000psi(舉例)。由液壓油推動活塞。柱塞的表面面積比推水一側的活塞面積小20倍。因此,3000psi 的油壓就被增壓20倍,產生60000psi水壓。“增壓原理”改變壓力方程中的面積變數,從而增強或增加壓力。
壓力=力/面積
如果力=20、面積=20,那么壓力=1。如果保持力不變而大幅減少面積,則壓力將升高。例如,把面積從20降到1,壓力將從1增至20。在增壓比原理示意圖中,小箭頭表示3000psi的油壓,它推動的活塞面積是柱塞表面面積的20倍。因而增壓比是20:1。
增壓器原理
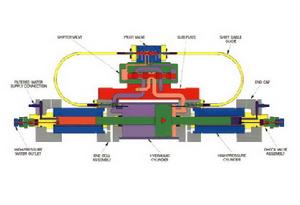 倍增器原理圖
倍增器原理圖在右上列說明中用圓圈圈出了活塞和柱塞。活塞帶有小箭頭,表示向左移動。兩個水柱塞從活塞的兩側延伸出去。高壓水從左側流出,而低壓水從右側注入。在行程的終點,活塞/柱塞組件的次序被顛倒。
超高壓增壓器複雜的止回閥保證低壓和高壓水只向一個方向流動。容納柱塞和活塞系統的高壓油缸和端蓋經過特殊設計,足以承受巨大的力和持久的疲勞。
設備特點
1、數控成型各種複雜圖案;
2、屬冷切割、不產生熱變形或熱效應;
3、環保無污染、不產生有毒氣體及粉塵;
4、可加工各種高硬度的材料,如:玻璃、陶瓷、不鏽鋼等,或比較柔軟的材料,如:皮革、橡膠、紙尿布等;
5、是一些複合材料,易碎瓷材料複雜加工的唯一手段;
6、切口光滑、無熔渣,勿需二次加工;
7、可一次完成鑽孔、切割、成型工作;
8、生產成本低;
9、自動化程度高;
10、24小時連續工作
套用
為了更好地減低成本,工程師們和製造商們不斷地探索,現在水刀能做到很有效地降低成本以創更大利潤。因此有必要學多一些水刀的套用技術以採用最低的切割成本去創造更大利潤。
在切割成本而言,水刀加工業被認為是最萬能的和最快速成長的行業,除了上述之外,水切割機是目前在世界上最高產能的一種機器,它優於其他的加工技術,如火焰切割,等離子加工,雷射加工,電火花加工,車銑刨加工等。同時,水切割不會產生有害的氣體或液體,不會在工件表面產生熱量,它是真正的多功能的,高效率的,冷切割加工。
水刀切割展示出它能做一些其他簡單的工藝不能完成的加工,它可以在鈦上打孔,可在石頭或玻璃上切割各種花樣,這些都表現出了水刀自身的獨特性。它在切割材料時沒有產生熱,在這種冷態加工過程中,它產生的超音速的水箭射在切割材料表面時能達到理想的效果,水與沙的混合,更加增強了其切割能力。
產生原理
這基本原理是既簡單又複雜。水射流是從加壓泵開始,通過高壓管,然後從切割噴頭射出來。非常簡單的解釋。然而,它是經過了十分複雜的設計,才能產生60000PSI的壓力。在設計過程中,有處小小的滲漏都會對部件持久地侵蝕導致損壞。所以生產商和工程師們會小心地處理高壓材料的加工工藝,利用特殊的科技組合這種機器。使用者只需要知道基本的操作知識。
切割機在1982年套用在工業上,最早的在1970年就已出現,在工業上主要是套用在汽車,航空,玻璃行業,從這些切割中不斷的提高精確度。磨料切割機的壓力可達到55,000PSI,這種高壓水通過一個細小的噴嘴以762m/s的速度射出,這種速度是音速的2.5倍。
把石榴沙混入這種高速度的水射流中,通過在混合管中混合,然後以305M/秒的速度直接從沙管中射出到被加工的材料,這種切割過程其實是一種磨碾切割的過程,這種力量和動作都是由水產生的。
1、可切割範圍廣
可以切割絕大部分材料,如:金屬,大理石,玻璃等等。
2、切割質量好
平滑的切口,不會產生粗糙的,有毛刺的邊緣。
3、無熱加工
因為它是採用水和磨料切割,在加工過程中不會產生熱(或產生極少熱量),這種效果對被熱影響的材料是非常理想的。如:鈦。
4、環保性
這種機器採用水和沙切割,這種沙在加工過程中不會產生毒氣,可直接排出,較環保。
5、無需更換刀具
你不需要更換切割機裝置,一個噴嘴就可以加工不同類型的材料和形狀,節約成本和時間。
6、減少毛刺
採用磨料砂的水刀切割,切口只有較少的毛刺。
7、編程迅速
程式主要是由CAD製圖軟體生成,你可以在layout中隨意設計線圖,或輸入從其他軟體中生成的DXF檔案,另外,機器支持第三方軟體,如nesting嵌套排版軟體(用於把圖形在工件中添滿,能最大限度地減少工件損耗)。
8、快速的編程
可以把其他軟體生成的程式調入機器,它能夠從CAD建立起刀具路徑,並能把刀頭的精確定位和切割速度在超過2,000點/英寸(800點/cm)計算出來,你需要做的只是指定你要切割的材料和厚度,其他的工作交給機器去完成。
9、與其他設備組合,可以進行分別操作.
水切割機可和其他的加工設備組配(如鑽削頭),充分利用其性能,最佳化材料利用程度。
10、減少調整次數
對工件只需要很小的側壓就能固定好,減少複雜的裝夾帶來的麻煩。
優勢
無切割方向之限制→可完成各種不同的切割形狀。
所產生橫向及縱向的作用力極小→可降低設定時間及使用夾治具的成本。
用同一種機器即可完成鑽孔及切割功能→可降低製程時間及切割成本。
不會產生熱效應或變形或細微的裂縫→不需二次加工,可節省時間及製造成本?
不會產生具毒性的氣體→可為操作人員提供更好的工作環境。
不會產生毛邊→可縮短工件製造所需時間及製造成本。
切口細→可減少大量廢棄材料的產生,節省直接製造成本。
一次即可完成工件之切割且擁有良好的切邊品質→可降低製程時間及成本。
依設計及工件材質的不同來作彈性的調整→可縮短從接單至成品產出的時間,提升您的產能,為您的企業帶來更多的商機
性能
切割材料種類超高壓水刀可切割各種厚、堅硬之材料:如不鏽鋼、鋁、銅、鋼鐵、大理石、合金金屬、玻璃、塑膠、陶瓷、磁磚及各種可看得到之材料。
切割達到的精度其切割工件之精度介於0.1mm~0.25mm之間。工件之精度決定於機器之精度、切割工件之大小及厚度。
切割縫隙寬度
需視切割工作材質大小厚薄與所使用的噴嘴而定。一般而言,加砂切割之切口約為1.0mm至1.2mm。隨著砂刀管的直徑擴口,其切口也就愈大。
切割會產生什麼樣的斜邊所運轉之切割速度決定其斜邊品質。大部份所看到好的切割品質之單側斜邊為0.1mm左右。
何種材料應該使用水刀切割一般而言,以複雜圖案、厚、難切、易碎與怕熱之材料,最適合使用水刀切割為加工設備。
對比
水刀與雷射之比較雷射切割是一種提高產能的製造法,當然也是有它的用途。而水刀在某些方面確實是優於雷射:
a.沒有切割厚度的限制
b.像黃銅、鋁等反射性材質亦可切割
c.無需投入熱能,所以不會燃燒或產生熱效應
d.當您變更切材時,您唯一所需變更的是切割速度;而不須變更氣體、聚焦或其它對象
e.可容易安裝更多的切割頭來增加產能
f.雷射設備的保養更專業化且困難度較高
g.您只需以購買雷射設備1/2至1/3之價格就可擁有一套完整的水刀設備。
水刀與線切割之比較
線切割十分精確但是切割速度非常的慢,它需要導電體材且會產生熱效應。
水刀與銑削之比較若是要切割工件的外圍及打孔,與其用盲孔、鑽孔及螺紋方式,還不如選擇速度更快、更容易安排及更便宜的砂刀。其主要原因是我們只須水切割一次加工即可完成工件之切割,而不必將所有的金屬磨成碎片。當需要切割高精度的工件時,砂刀是可用來生產接近成品的工具機,一次加工即可且不會產生熱效應。除此之外,砂刀所產生的廢料通常也是比較有價值的,因為它是整片形式而非碎屑,可再次利用。
水刀與電弧及火焰切割之比較
顯而易見的,Plasma屬於熱加工過程,會使成品產生熱效應。而使用砂刀其表面的處理通常會比較好,在工件的背面不會有浮渣,可減少二次加工。砂刀切割沒有厚度的限制,且切割圖形之排版間距可縮小以節省材料成本。
完整切割設備包括
超高壓泵、水刀切割頭裝置、數控切割台、電腦控制櫃。
五軸水切割
由於能量梯度的作用,雷射、氣體等離子、射流等切割手段在切面越深時(距噴嘴越遠),切割能力越差,所以所形成的切割面往往不垂直於工件表面,被稱之為切割斜度,這是所有切割手段的一個固有缺陷。雖然通過提高切割能量或降低切割速度可以部分減小切割斜度,但依然存在不能完全垂直切割的問題。於是,可傾斜切割頭的構想於1997年被提了出來,目前國際上已有商用產品,這是解決切割斜度,提高精度最直接有效的方法。其原理是通過在原有三軸平台的基礎上再增加2個鏇轉軸,刀頭可向任何方向擺動,並利用預先在系統中設定的斜度模型,通過對切割軌跡的實時計算,再根據被切工件的材料與厚度進行修正,在切割的過程中不斷地擺動切割頭,使得切割出來的工件達到完美的無斜度狀態。
