
簡介
 表面粗糙度測量儀
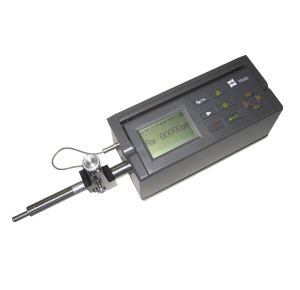
表面粗糙度測量儀表面粗糙度測量儀是一種高精度觸針式表面粗糙度測量儀器,該儀器可對平面,斜面,外圓柱面,內孔表面,深槽表面,圓弧面和球面等各種零件表面的粗糙度進行測試,並實現表面粗糙度的多種參數測量。儀器可方便地用於軸承滾道粗糙度的測量。
表面粗糙度測量儀器配有電腦及專用測量軟體,運用先進的無噪聲機械定位裝置,可選定被測零件的不同位置,設定各種測量長度進行自動測量,評定段內採樣數據達3000個點。所有的測量數據和曲線可在螢幕顯示或列印輸出,所以在汽車配套行業、機械、模具加工、科研單位、大專院校等各大行業中廣泛使用。
產生
 表面粗糙度測量儀產生
表面粗糙度測量儀產生工作原理
 表面粗糙度測量儀工作原理
表面粗糙度測量儀工作原理感測器的線圈與測量線路是直接接入平衡電橋的,線圈電感量的變化使電橋失 去平衡,於是就輸出一個和觸針上下的位移量成正比的信號,經電子裝置將這一微弱電量的變化放大、 相敏檢波後,獲得能表示觸針位移量大小和方向的信號。此後,將信號分成三路:一路加到指零表上, 以表示觸針的位置,一路輸至直流功率放大器,放大後推動記錄器進行記錄;另一路經濾波和平均表放大 器放大之後,進入積分計算器,進行積分計算,即可由指示表直接讀出表面粗糙度Ra值。
傳統表面粗糙度測量儀工作原理框圖指零表的作用反映鐵芯在差動電感線圈中所處的位置。當鐵芯處於差動電感線圈的中間位置時,指零表指針指示出零位,即保證處於電感變化的線性範圍之內。所以,在測量之前,必須調整指零表,使其處於零位。噪聲濾波的目的在於剔除一些干擾信號,如電氣元件的噪聲所引起的虛假信號。大量的測試表明,高於400Hz的信號即不是被測表面粗糙度所引的信號,必須從總信號中加以剔除。所以噪聲濾波器是一種低通(低頻能通過)濾波器,它使400Hz以下的低頻信號順利通過,而將400Hz以上的高頻信號迅速衰減,從而達到濾波的目的。波度濾波的目的則是用以濾掉距大於取樣長度的波度,因此它是一個高通(高頻能通過)濾波器,使表面粗糙度所引起的高頻(相對於波度引起的低頻而言)信號能自由通過。經過噪聲濾波和波度濾波以後,剩下來的就是與被測表面粗糙度成比例的信號,再經平均表放大器後,所輸出的電流I與被測表面輪廓各點偏離中線的高度y的絕對值成正比,然後經積分器完成的積計算,得出Ra值,由指零表顯示出來。這種儀器適用於測定0.02-10μm的Ra值,其中有少數型號的儀器還可測定更小的參數值,儀器配有各種附屬檔案,以適應平面、內外圓柱面、圓錐面、球面、曲面、以及小孔、溝槽等形狀的工件表面測量。測量迅速方便,測值精度高。
結構組成
 表面粗糙度測量儀結構
表面粗糙度測量儀結構電感感測器是輪廓儀的主要部件之一,在感測器測桿的一端裝有金剛石觸針,觸針尖端曲率半徑r很小,測量時將觸針搭在工件上,與被測表面垂直接觸,利用驅動器以一定的速度拖動感測器。由於被測表面輪廓峰谷起伏,觸狀在被測表面滑行時,將產生上下移動。此運動經支點使磁芯同步地上下運動,從而使包圍在磁芯外面的兩個差動電感線圈的電感量發生變化。
感測器的線圈與測量線路是直接接入平衡電橋的,線圈電感量的變化使電橋失去平衡,於是就輸出一個和觸針上下的位移量成正比的信號,經電子裝置將這一微弱電量的變化放大、相敏檢波後,獲得能表示觸針位移量大小和方向的信號。此後,將信號分成三路:一路加到指零表上,以表示觸針的位置,一路輸至直流功率放大器,放大後推動記錄器進行記錄;另一路經濾波和平均表放大器放大之後,進入積分計算器,進行積分計算,即可由指示表直接讀出表面粗糙度Ra值。
指零表的作用反映鐵芯在差動電感線圈中所處的位置。當鐵芯處於差動電感線圈的中間位置時,指零表指針指示出零位,即保證處於電感變化的線性範圍之內。所以,在測量之前,必須調整指零表,使其處於零位。噪聲濾波的目的在於剔除一些干擾信號,如電氣元件的噪聲所引起的虛假信號。大量的測試表明,高於400Hz的信號即不是被測表面粗糙度所引的信號,必須從總信號中加以剔除。所以噪聲濾波器是一種低通(低頻能通過)濾波器,它使400Hz以下的低頻信號順利通過,而將400Hz以上的高頻信號迅速衰減,從而達到濾波的目的。波度濾波的目的則是用以濾掉距大於取樣長度的波度,因此它是一個高通(高頻能通過)濾波器,使表面粗糙度所引起的高頻(相對於波度引起的低頻而言)信號能自由通過。
經過噪聲濾波和波度濾波以後,剩下來的就是與被測表面粗糙度成比例的信號,再經平均表放大器後,所輸出的電流I與被測表面輪廓各點偏離中線的高度y的絕對值成正比,然後經積分器完成 的積計算,得出Ra值,由指零表顯示出來。
分類
 便攜表面粗糙度測量儀
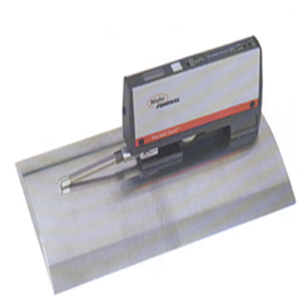
便攜表面粗糙度測量儀2、從測量使用的方便性上說又可分為:袖珍式表面粗糙度儀(代表性產品主要有:時代TR100、tr101、TR110、TR150袖珍式表面粗糙度儀和現已停產的英國泰勒DUO袖珍式表面粗糙度儀)、手持式粗糙度儀(代表性產品主要有TR200/220手持式粗糙度儀、泰勒25粗糙度儀、M1/M2粗糙度儀等品牌型號,不一一列舉)、攜帶型粗糙度儀(代表性產品主要有TR240攜帶型粗糙度儀和TR300粗糙度形狀測量儀等)、台式粗糙度儀(品牌型號較多一一列舉,有些手持式粗糙度儀和攜帶型粗糙度儀配上相應的測量平台即可以當台式粗糙度儀使用)。
3、粗糙度儀從功能又可劃分為:表面粗糙度儀、粗糙度形狀測量儀(TR300粗糙度形狀測量儀是界於表面粗糙度儀和表面粗糙度輪廓儀之間的一款測量表面粗糙度的儀器,也可說是微觀表面粗糙度輪廓儀)和表面粗糙度輪廓儀(代表性產品主要有英國泰勒表面粗糙度輪廓儀、德國馬爾粗糙度輪廓儀、德國霍梅爾表面粗糙度輪廓儀、日本三豐表面粗糙度輪廓儀)。
技術參數
 表面粗糙度測量儀
表面粗糙度測量儀Rz ,Ry/Rmax:0.2μm ~99.9μm/8μ" ~999μ"
顯示解析度 0.01μm /1μ"
取樣長度 (λC) 0.25 mm ,0.8mm,2.5 mm可選
測量行程及評定長度 0.5mm~5.5mm,1\3\5倍取樣長度
系統示值誤差: ±10%
示值重複性 ≤6%
感測器類型 高精度壓電晶體
觸針針尖半徑 10μm,5μm可選
顯示器 3位數字液晶顯示
電源 9V 高性能鹼性電池
電池容量 約3000次測量
標準 兼容ISO,JIS,ANSI,DIN標準
儀器外形尺寸 145mm*85mm*33mm
測量參數
 表面粗糙度測量儀
表面粗糙度測量儀1.與微觀不平度高度特性有關的表面粗糙度參數術語。其中定義的常用術語為:輪廓算術平均偏差Ra、輪廓均方根偏差Rq、輪廓最大高度Ry和微觀不平度十點高度Rz等11個參數。
2.與微觀不平度間距特性有關的表面粗糙度參數術語。其中有輪廓微觀不平度的平均間距Sm、輪廓峰密度D、輪廓均方根波長lq以及輪廓的單峰平均間距S等共9個參數。
3. 與微觀不平度形狀特性有關的表面粗糙度參數術語。這其中有輪廓偏斜度Sk、輪廓均方根斜率Dq和輪廓支承長度率tp等共5個參數。
預測內孔套用
 表面粗糙度測量儀
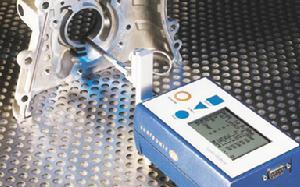
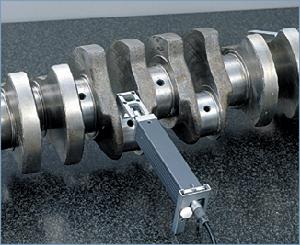
表面粗糙度測量儀為獲得穩定的內孔尺寸精度和指定的表面粗糙度測量儀,日本旭Diamond株式會社開發了表面粗糙度測量儀能控制內孔表面粗糙度的PCD鉸刀。該鉸刀利用外圓切削刃帶與被加工內孔表面具有對應關係的特性,將鉸刀的外圓刃帶處理成與指定的內孔表面粗糙度相匹配,以穩定控制內孔鉸削的表面質量,獲得要求的內孔表面粗糙度。該鉸刀主要用於缸蓋閥門軸承插入孔,油缸、導套和閥門密封環插入孔等汽車零部件的鉸削加工, 使用該技術不需進行流體實驗就可以獲得摩擦係數。表面光度儀的測量數據提供了精確的管壁表面結構輪廓圖。目前,表面光度儀技術是預測管線表面粗糙度、衡量表面粗糙度對管線內流體的流態、壓力和能量特性影響程度的最精確、最經濟的方法 。
檢測管道內部方法
 表面粗糙度測量儀
表面粗糙度測量儀1944年發表的莫迪(Moody)摩擦係數圖表是公認的利用Colebrook-White方程求解摩擦係數很實用的方法,但其局限性在於沒有適時地考慮到現代工業中新出現的合金材料和內塗層管線。這些新合金材料和內塗層管線廣泛套用於油田,以延長管線壽命和改善流體動力學性能。因此,需要利用現代表面光度測量技術測量新的內塗層管線和抗腐蝕合金管壁絕對粗糙度和相對粗糙度。
現代表面光澤度儀採用金鋼石探筆來跟蹤測量管線表面的峰點和低點,並將筆尖的縱向位移轉換成電子信號。該方法具有良好的橫向解析度,檢測精度可以達到次納米,是一項先進的測量管線粗糙度套用技術。除了工業用的探筆式表面光度儀,測定表面粗糙度的其它測量方法還包括了電腦輔助測量儀、原子力顯微鏡等。
通過表面光澤度儀測量可以得到大量剖面數據,然後對其進行隨機評估,由此建立新的相對粗糙度圖表和關係式。管線表面粗糙度對流體流動的影響與雷諾數大小和流體粘度有關。從表面光度儀測得的數據可以用來求解Colebrook-White方程,從而得出范寧摩擦係數。為了用表面光度儀的測量數據計算范寧摩擦係數,需要用統計確定的Rzd(為平均峰谷高度,是五個連續測樣長度內最大峰谷間高度的算術平均值)和Ra 值(在評估長度內,距離中心線基線的粗糙剖面高度的算術平均值)來取代C-W方程中的絕對粗糙度值。2001年的研究表明,採用Dektak ST和Hommel Tester T1000兩種方法對管樣中的Rzd值測定結果是一致的。現在可以通過編寫程式利用Rzd和Ra 值快速計算出范寧摩擦係數。
總之,採用表面光澤儀的測量技術可以為新合金管材和內塗層管線建立新的相對粗糙度圖表,並且圖表中包含了莫迪的商業用鋼和冷撥管。Southwest Research Inst.(SRI)對內塗層管線和13Cr管線的表面光度測量結果進行了驗證,所得的摩擦係數/粗糙度值與表面光度儀測量的Rzd值吻合很好。另外,研究也表明Rzd值比Ra值能更好地代表絕對粗糙度。
存在不足
 表面粗糙度測量儀
表面粗糙度測量儀(1)測量參數較少,一般僅能測出Ra、Rz、Ry等少量參數;
(2)測量精度較低,測量範圍較小,Ra值的範圍一般為0.02-10μm左右;
(3)測量方式不靈活,例如:評定長度的選取,濾波器的選擇等;
(4)測量結果的輸出不直觀。造成上述幾個方面不足的主要原因是:系統的可靠性不高,模擬信號的誤差較大且不便於處理等。
2、改進方案
為了克服傳統表面粗糙度測量儀的不足,應該採用計算機系統對其進行改進。例如,英國蘭克精密機械有限公司製造的“泰呂塞夫(TALYSURF)”10型和我國哈爾濱量具刃具廠製造的2205型表面粗糙度測量儀就採用了計算機系統,使其性能較之傳統表面粗糙度測量儀有極大的提高。從相敏整流輸出的模擬信號,經過放大及電平轉換之後進入數據採集系統,計算機自動地將其採集的數據進行數字濾波和計算,得到測量結果,測量結果及輪廓圖形在顯示器顯示或列印輸出。 圖4 改進後的表面粗糙度測量儀工作原理框圖要採用計算機系統對傳統的表面粗糙度測量儀進行改進,就要編制相應的計算機軟體,最好採用比較直觀的選單形式。
3、改進後使用效果
由於採用計算機系統,將模擬信號轉換為數位訊號進行靈活的處理,顯著地提高了系統的可靠性,所以既大大增加了測量參數的數量,又提高了測量精度。例如:哈爾濱量具刃具廠製造的2205型表面粗糙度測量儀的測量參數多達二十六個,測量範圍為0.001~50μm,可任選1~5倍的取樣長度作為評定長度,測量結果及圖形在顯示器、印表機或繪圖儀上非常直觀地輸出來。它還採用了較為先選的可選擇的數字濾波器,它與模擬濾波器相比其特性更為準確,且不會有元器件參數誤差帶來的影響。另一方面,若在表面粗糙度測量儀測量實驗的教學過程中引入改進後的表面粗糙度測量儀,就實驗的直觀教學功能而言,也很有意義。改進後的電動輸廓儀,通過計算機軟體與硬體的結合(尤其是軟體)大大加強了實驗過程的直觀性,這體現在以下幾個方面:
(1)整個實驗過程非常直觀地通過軟體的各級選單進行控制。操作簡單、一目了然。
(2)輸入與顯示同步,即在測量進行過程的同時,觸針在被測表面上滑行的軌跡動態地顯示在計算機螢幕上。
(3)測量結果及相關圖形能非常直觀地、準確地輸出在顯示器、印表機或繪圖儀上。很顯然,以上這些直觀的教學效果是其它傳統的表面粗糙度測量實驗方法所不具備的。它在得到正確的測量結果的同時,還充分運用了直觀教學的原理,幫助學生加深對表面粗糙度的概念及其各種參數的直觀理解。
隨著電子技術的進步,某些型號的表面粗糙度測量儀還可將表面粗糙度的凹凸不平作三維處理,測量時在相互平行的多個截面上進行,通過模-數變換器,將模擬量轉換為數字量,送入計算機進行數據處理,記錄其三維放大圖形,並求出等高線圖形,從而更加合理的評定被測面的表面粗糙度。
