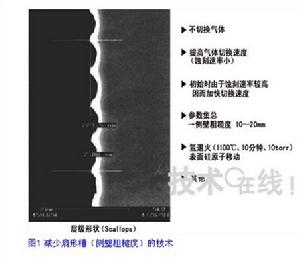
蝕刻扇形槽指用BOSCH法進行深切蝕刻時,側壁上形成的扇形槽。
採用BOSCH法時,側壁會形成名為扇形槽(Scallops)的層級結構。根據不同目的,例如希望在側壁上製作用來反射光的鏡子時,這種扇形槽就變手機缺點了。
解決方法有許多,不切換氣體而是雙方同時吹送,或者儘可能快地進行氣體切換,這樣可在某種程度上解決問題。但相應地,蝕刻速度會減慢(圖1)。
 蝕刻扇形槽
蝕刻扇形槽另外,會出現名為參數集總(Parameter lumping)的現象,通常上方的凹凸變粗,底部的凹凸變細。因此,當上方蝕刻速率略微變慢時迅速切換,到達底部時則緩慢切換。通過這種方法,能夠比較快地製作出側壁粗糙度約為10~20nm的垂直且美觀的面。
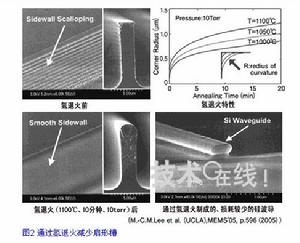
此外,還有一種稱為氫退火的方法。圖2為美國UCLA公司的報告,在10torr、1100℃條件下,通過10分鐘的氫退火,表面變得平坦。估計是表面的矽原子發生了移動。利用矽製作近紅外線波導時,如果波導存在凸凹則會造成損耗,因此,波導的壁希望儘量製作得平坦。對於這種情況,該技術很有效。
 蝕刻扇形槽
蝕刻扇形槽