研磨的種類:
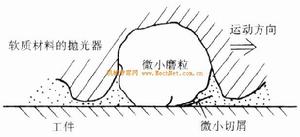
①濕研將液狀研磨劑塗敷或連續加注於研具表面,使磨料(W14~W5)在工件與研具間不斷地滑動與滾動,從而實現對工件的切削。濕研套用較多。
②乾研將磨料(W3.5~W0.5)均勻地壓嵌在研具表層上,研磨時需在研具表面塗以少量的潤滑劑。乾研多用於精研。
研磨優點
①微細性:可對工件進行0.01~0.1μm切削。
②隨機性:工件與研具隨機接觸,高點相互修整,誤差逐步減小,精度同時得到提高。
③針對性:可檢測工件,有針對性變動研磨位置和掌握研磨時間,保證尺寸和形狀精度。
研具材料和研磨劑
1)研具材料鑄鐵:研磨淬硬和不淬硬的鋼件及鑄鐵件。黃銅:研磨各種軟金屬。
2)研磨劑①磨料:氧化鋁、碳化矽、氧化鐵、氧化鈰等。②研磨液:機油、煤油、動物油及油酸、硬脂酸
研磨方法
研磨平面的說明:研磨平面一般在精磨之後進行。手工研磨平面時,研磨劑塗在研磨平板(研具)上,手持工件作直線往復運動或“8”字形運動。研磨一定時間後,將工件調轉90°~180°,以防工件傾斜。對於工件上局部待研的小平面、方孔、窄縫等表面,也可手持研具進行研磨。批量較大的簡單零件上的平面亦可在平面研磨機上研磨。研磨平面研磨凹槽
研磨的工藝特點及套用
①設備簡單,精度要求不高。
②加工質量可靠。可獲得很高的精度和很低的Ra值。但一般不能提高加工面與其他表面之間的位置精度。
③可加工各種鋼、淬硬鋼、鑄鐵、銅鋁及其合金、硬質合金、陶瓷、玻璃及某些塑膠製品等。
④研磨廣泛用於單件小批生產中加工各種高精度型面,並可用於大批大量生產中。
