
殼型鑄造
正文
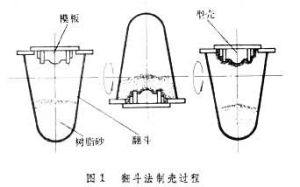
用薄殼鑄型生產鑄件的鑄造方法。殼型鑄造是德國人J.克羅寧於1943年發明的,1944年在德國首次套用,1947年後其他國家開始採用。工藝過程 用一種遇熱硬化的型砂覆蓋在加熱的金屬模板(見模樣)上,使其硬化為薄殼,薄殼厚度一般為6~12毫米,具有足夠的強度和剛度,因此將上、下兩片型殼用夾具卡緊或用樹脂粘牢後,不用砂箱即可構成鑄型,澆注鑄件。金屬模板的加熱溫度一般為300℃左右,使用的型砂為樹脂砂,即以酚醛樹脂為粘結劑的樹脂砂(見型砂粘結劑)。同樣也可用上述方法將型芯製成薄殼芯。製造薄殼鑄型常用翻鬥法(圖1)。製造薄殼芯常用吹製法(圖2)。
 殼型鑄造
殼型鑄造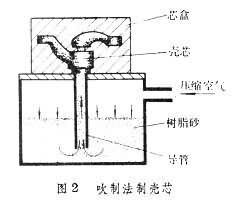 殼型鑄造
殼型鑄造參考書目
南京工學院鑄冶教研組編著:《特種鑄造》,中國工業出版社,北京,1961。
