
釋義
詞目:彎曲拼音:wānqū
基本解釋
[flexural;crooked;curved;meandering;winding;zigzag]不直木材的抗彎曲強度
詳細解釋
1.曲而不直。
唐鄭棨《開天傳信記》:“林甫於正堂後別創一堂,制度彎曲,有卻月之形,名曰‘月堂’。”宋張齊賢《洛陽縉紳舊聞記·焦生見亡妻》:“崖下水深處,河道彎曲。”巴金《家》十:“那個人正在一條彎曲的石橋上走著,顯然是向他這一面走過來。”
2.比喻說話行事不直截了當。
魯迅《書信集·致蕭軍蕭紅》:“因為做序文,也要顧及銷路,所以只得說的彎曲一點。”
3.喻隱情、內情。
《水滸傳》第七五回:“非宋江等無心歸降,實是草詔的官員不知我梁山泊的彎曲。”
遊戲:
概述
一般方法
工件的彎曲有冷彎和熱彎兩種。在常溫下進行的彎曲稱冷彎,常由鉗工完成。當工件較厚(一半超過5mm),要在加熱情況下進行彎曲,稱熱彎,常由鍛工完成。彎曲,即受到力的作用而造成形變,這種力的作用是合力最終形成的結果,紙板在製造過程中有多種作用力的存在。如三層板有浪面和貼合面紙,五層有A浪、B浪貼合與貼合面紙,這幾種工藝形成產品過程中,其最終所形成的平衡作用力,即形變力。
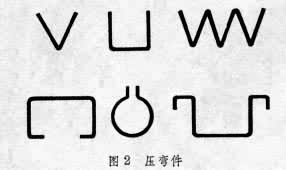
紙板的彎曲平整,在紙箱包裝來說非常重要,它直接影響到下道工序的生產及產品的次品率、廢品率以及加工速度。對產品成型的影響非常多,彎曲的影響包括材質的材料、濕度、基重,預熱的溫度、預熱的方式,A浪面、B浪面以及面紙的拉力力度,還有糊漿的調製厚度,機車的運行速度等等,這幾種多方面的生產力度是影響紙板平衡力度的因素。把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的衝壓成形工藝。彎曲成形廣泛套用於製造高壓容器、 鍋爐汽包、 鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱櫃鑲條等。
材料彎曲時,其變形區內各部分的應力狀態有所不同。橫斷面中間不變形的部分稱為中性層。中性層以外的金屬受拉應力作用,產生伸長變形。中性層以內的金屬受壓應力作用,產生壓縮變形。由於中性層兩側金屬的應力和應變方向相反,當載荷卸去後,中性層兩側金屬的彈性變形回複方向相反,引起不同程度的彈復。雖然彎曲變形僅限於材料的局部區域,但彈復作用卻會影響彎曲件的精度。彈復的影響因素很多,而這些因素難以控制,由彈復引起的彎曲件精度問題,一直是彎曲成形生產的關鍵。
工藝特點
 彎曲
彎曲 彎曲
彎曲遊戲:WARP
遊戲介紹
遊戲名稱:彎曲
開發廠商:美商藝電(EA)
遊戲類型:單機遊戲
語言版本:英文
發售時間:2012-03-13
運行平台:PCX360
官方網站:點擊進入
內容介紹
《Warp》是EA旗下TrapDoor開發製作的,該作集科幻,動作冒險與解謎眾多特點。在遊戲中玩家是即將被分解做實驗的外星人,要做的是如何從這個海底實驗室里逃出來。該作的自由度較高,允許玩家用不同的方法來躲避敵人,不過只要稍不留神就有可能被秒殺,那就只能從頭再來。
