
機械壓力機
正文
通過曲柄滑塊機構將電動機的鏇轉運動轉換為滑塊的直線往復運動,對坯料進行成形加工的鍛壓機械。機械壓力機動作平穩,工作可靠,廣泛用於衝壓、擠壓、模鍛和粉末冶金等工藝。機械壓力機在數量上約占各類鍛壓機械總數的一半以上。機械壓力機的規格用公稱工作力(千牛)表示,它是以滑塊運動到距行程的下止點約10~15毫米處(或從下止點算起曲柄轉角α 約為15°~30°時)為計算基點設計的最大工作力(圖1)。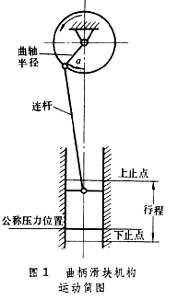 機械壓力機
機械壓力機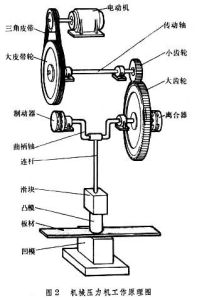 機械壓力機
機械壓力機每個曲柄滑塊機構稱為一個“點”。最簡單的機械壓力機採用單點式,即只有一個曲柄滑塊機構。有的大工作面機械壓力機,為使滑塊底面受力均勻和運動平穩而採用雙點或四點的。
機械壓力機的載荷是衝擊性的,即在一個工作周期內鍛壓工作的時間很短。短時的最大功率比平均功率大十幾倍以上,因此在傳動系統中都設定有飛輪。按平均功率選用的電動機啟動後,飛輪運轉至額定轉速,積蓄動能。凸模接觸坯料開始鍛壓工作後,電動機的驅動功率小於載荷,轉速降低,飛輪釋放出積蓄的動能進行補償。鍛壓工作完成後,飛輪再次加速積蓄動能,以備下次使用。
機械壓力機上的離合器與制動器之間設有機械或電氣連鎖,以保證離合器接合前制動器一定鬆開,制動器制動前離合器一定脫開。機械壓力機的操作分為連續、單次行程和寸動(微動),大多數是通過控制離合器和制動器來實現的。滑塊的行程長度不變,但其底面與工作檯面之間的距離(稱為封密高度),可以通過螺桿調節。
生產中,有可能發生超過壓力機公稱工作力的現象。為保證設備安全,常在壓力機上裝設過載保護裝置。為了保證操作者人身安全,壓力機上面裝有光電式或雙手操作式人身保護裝置。
結構類型 機械壓力機一般按機身結構型式和套用特點來區分。
按機身結構型式分 有開式和閉式兩類。
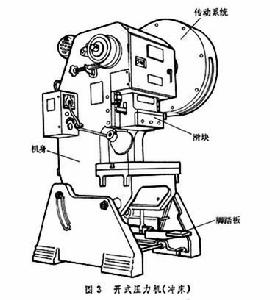
① 開式壓力機:也稱沖床,套用最為廣泛。開式壓力機多為立式(圖3)。機身呈C形,前、左、右三面敞開,結構簡單、操作方便、機身可傾斜某一角度,以便沖好的工件滑下落入料斗,易於實現自動化。但開式機身剛性較差,影響製件精度和模具壽命,僅適用於40~4000千牛的中小型壓力機。
 機械壓力機
機械壓力機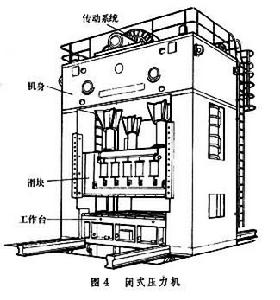 機械壓力機
機械壓力機按套用特點分 有雙動拉深壓力機、多工位自動壓力機、迴轉頭壓力機、熱模鍛壓力機和冷擠壓機。
① 雙動拉深壓力機:它有內、外兩個滑塊,用於杯形件的拉深成形。拉深前外滑塊首先壓緊板料外緣,然後內滑塊帶動凸模拉深杯體,以防板坯外緣起皺。拉深完成後內滑塊先回程,外滑塊後鬆開。內外滑塊公稱工作力之比為(1.7~1):1。
② 多工位自動壓力機:在一台壓力機上設有多個工位,裝置多道成形模具,坯料依次自動向下一工位移動。在壓力機的一次行程中,各工位同時進行各道成形工序,製成一個工件。
③ 迴轉頭壓力機:在滑塊與工作檯之間設有可裝置數十組模具的迴轉頭,可按需要選用模具。坯料放在模具上而不再移動。每次行程完畢,迴轉頭轉動一個位置,完成一道工序。這種壓力機定位精度高,便於調整產品,一機多用,多用於沖制儀器底板和面板等。迴轉頭壓力機可配上數控系統,根據編好的指令選用模具和板材成形部位,自動完成複雜的衝壓工作。
④ 熱模鍛壓力機:用於模鍛件生產。機身剛度大,導向面長,承受偏載能力強。過去多用曲柄連桿機構,為提高剛性多已改用雙滑塊式和楔式。雙滑塊式結構較簡單,重量輕;楔式結構支承面積大,但傳動效率低。模鍛時滑塊在下止點附近容易卡死(俗稱悶車),所以設有脫出裝置。機械中有上下頂出裝置,能實現多模膛鍛造,鍛件精度較高,適於大批量生產。最大規格為160兆牛。
⑤ 冷擠壓機:用於冷、溫態擠壓金屬零件,如槍彈殼、牙膏管等。冷擠壓機一般是立式的,特點是剛度好,導向精度高,工作壓力大,工作檯面小,工作行程長。
參考書目
何德譽主編:《曲柄壓力機》,機械工業出版社,北京,1982。
