簡介
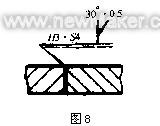 坡口面角度
坡口面角度如果使用直流電弧,焊條連線到正極,但如果使用鈦型焊條,也可以使用交流電弧。電壓一般為20~30伏,電流取決於焊接材料的厚度、焊條規格、焊接結構,範圍在15~400安。
基本知識
 坡口面角度
坡口面角度焊劑/焊條的類型
焊條藥皮的化學成分對電弧的穩定性、熔深、金屬熔敷率和定位能力有很大影響。焊條可分為三大類:纖維素型焊條;氧化鈦藥皮焊條;鹼性焊條。
1、纖維素型焊條的藥皮中含有大量的纖維素,它的特點是電弧熔深深、摩擦變形速度快,這也提高了整個焊接速度。但由於焊縫沉澱物比較粗糙並且和流動的熔渣混合在一起,所以除渣很困難。這種焊條在任何位置都可以使用,而且因其在高架焊管(‘stovepipe’weldingtechnique)中的使用而為人們所熟悉。
特點:在所有位置都能形成較深的熔深;適用於向下立焊;良好的機械性能;產生大量的氫——有造成熱影響區(Haz)裂紋的風險。
2、氧化鈦焊條的藥皮中含有大量的氧化鈦(rutile)。氧化鈦使起弧、平滑電弧操作和降低弧飛濺變得容易。這種通用焊條具有良好的焊接特性。在交流電或直流電下,它們可用於所有位置的焊接,特別適用於橫角/立角位置的接頭焊接。
特點:合適的焊縫金屬機械性能;粘性熔渣能形成良好的焊道外形;定位焊接可能會產生流動的熔渣(含氟化物);易清除熔渣。
3、鹼性焊條藥皮中含有大量的碳酸鈣(石灰石)、氟化鈣(螢石)。這使它的熔渣比氧化鈦型焊條的熔渣更易流動,這也是一種協助立焊和仰焊快速冷卻的方法。這些焊條用於焊接中型和大型結構,要求具有較高的焊接質量、良好的機械性能和抗裂紋能力(過度拘束會產生裂紋)。
特點
低氫焊縫金屬;要求高焊接電流/速度;焊道成形差(表面輪廓彎曲、粗糙);清除熔渣困難;金屬粉末焊條包含加有金屬粉末的塗料,可使焊接電流增加到最大容許電流。因此,與藥皮中不含鐵粉的焊條相比,金屬粉末焊條的金屬熔敷速度和效率(金屬熔敷比例)都有所提高,熔渣也很容易清除。由於熔敷速度快,鐵粉焊條主要用於平焊、橫焊和立焊。氧化鈦焊條和鹼性焊條沒有顯著的電弧特性,電弧力度較小,減少了焊道的熔深。
電源
焊條可以在交流或直流電源下使用。並不是所有的直流焊條都能在交流電源下使用,但交流焊條通常都能在直流電源下使用。
焊接電流
對焊接電流的選擇取決於焊條的尺寸,生產廠商向用戶推薦正常的操作範圍和焊接電流。選擇焊條尺寸的標準操作範圍如左圖所示。根據經驗,選擇電流所依據的焊條標準約是40A/mm(直徑)。因此,一個直徑為4mm的焊條首選的電流大小應該是160A,但實際的操作範圍可以是140~180A。
目前,電晶體逆變技術可以生產出質量較輕的小型電源。這些電源越來越多的被用於工地焊接中,它們可以方便地在各個工作點間移動。這些電源由電力控制,可用於MIG和TIG焊,提高了電源的適應性。現在,密封的容器內也可以使用焊條。這些真空包裝的焊條在使用前不需再進行烘焙。但是,如果包裝被打開或者損壞,就必須依照生產廠商的說明重新烘焙焊條。
過程
在焊鉗更換新的焊條前,手工電弧焊過程只能完成短焊縫的焊接。焊縫熔深淺,熔敷質量取決於焊工的技能。
焊劑/焊條的類型
焊條藥皮的化學成分對電弧的穩定性、熔深、金屬熔敷率和定位能力有很大影響。焊條可分為三大類:
纖維素型焊條;氧化鈦藥皮焊條;鹼性焊條。
1、纖維素型焊條的藥皮中含有大量的纖維素,它的特點是電弧熔深深、摩擦變形速度快,這也提高了整個焊接速度。但由於焊縫沉澱物比較粗糙並且和流動的熔渣混合在一起,所以除渣很困難。這種焊條在任何位置都可以使用,而且因其在高架焊管(‘stovepipe’weldingtechnique)中的使用而為人們所熟悉。
特點:
在所有位置都能形成較深的熔深;
適用於向下立焊;
良好的機械性能;
產生大量的氫——有造成熱影響區(Haz)裂紋的風險。
2、氧化鈦焊條的藥皮中含有大量的氧化鈦(rutile)。氧化鈦使起弧、平滑電弧操作和降低弧飛濺變得容易。這種通用焊條具有良好的焊接特性。在交流電或直流電下,它們可用於所有位置的焊接,特別適用於橫角/立角位置的接頭焊接。
特點:
合適的焊縫金屬機械性能;
粘性熔渣能形成良好的焊道外形;
定位焊接可能會產生流動的熔渣(含氟化物);
易清除熔渣。
3、鹼性焊條藥皮中含有大量的碳酸鈣(石灰石)、氟化鈣(螢石)。這使它的熔渣比氧化鈦型焊條的熔渣更易流動,這也是一種協助立焊和仰焊快速冷卻的方法。這些焊條用於焊接中型和大型結構,要求具有較高的焊接質量、良好的機械性能和抗裂紋能力(過度拘束會產生裂紋)。
特點:
低氫焊縫金屬;
要求高焊接電流/速度;
焊道成形差(表面輪廓彎曲、粗糙);
清除熔渣困難;
金屬粉末焊條包含加有金屬粉末的塗料,可使焊接電流增加到最大容許電流。因此,與藥皮中不含鐵粉的焊條相比,金屬粉末焊條的金屬熔敷速度和效率(金屬熔敷比例)都有所提高,熔渣也很容易清除。由於熔敷速度快,鐵粉焊條主要用於平焊、橫焊和立焊。氧化鈦焊條和鹼性焊條沒有顯著的電弧特性,電弧力度較小,減少了焊道的熔深。
