
概念
冷拉是指常溫下採用張拉機械設備對鋼材進行拉伸的工藝。冷拉產生冷拉強化效應:拉伸應力超過鋼材屈服強度後卸載.鋼材屈服強度將提高至卸載應力水平。
冷拉效果:鋼材經冷托後屈服強度可提高20%~30%,兼有除銹、調直作用。但是鋼材經冷托後塑性降低.且降低了鋼筋的強屈比。由於軟鋼的設計強度取值於屈服強度,因此冷拉提高了設計強度,但是冷拉後的鋼筋抗壓強度未改變,所以冷拉降低了鋼筋的強屈比;同時冷拉還降低了鋼筋的塑性變形性能。
拉伸試驗中試樣成頸後的塑性變形過程。這時試樣的伸長表現為一個截面尺寸穩定的頸縮段沿試樣不斷擴展,直至整個試樣成為頸縮狀態。成頸發生在屈服點應力急劇下降階段。在冷拉過程中試樣受的拉伸力基本保持恆定不變。
鋼筋冷拉概念
以節約鋼材、提高鋼筋屈服強度為目的,以超過屈服強度而又小於極限強度的拉應力拉伸鋼筋,使其產生塑性變形的做法叫鋼筋冷拉。
第一次冷拉效果
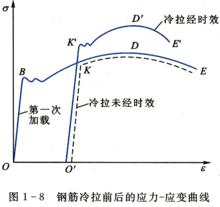
取一鋼筋對其施加拉應力冷拉,鋼筋會發生變形(並作應力——應變圖)。隨著拉應力增加,鋼筋內部承受的拉應力逐漸增大。當鋼筋內部產生的拉應力超過鋼筋具有的屈服點A,而達到C後,停止冷拉,卸去荷載。此時可以看到,鋼筋已產生塑性變形,在卸荷過程中,應力——應變圖有一個變化,直線O1C比直線OA要緩。
第二次冷拉效果
重新施加拉應力,將鋼筋拉伸到破壞,應力——應變圖出現新的變化,新的屈服點在C點附近,明顯高於原來的屈服點A。這個變化說明,鋼筋的塑性發生了變化,塑性小了,硬度大了,鋼筋的強度得到提高,這一現象叫“變形硬化”。
經過以上兩次過程冷拉鋼(筋)製作完成。
 冷拉鋼筋應力-應變圖
冷拉鋼筋應力-應變圖冷拉控制
1)冷拉應力控制的情況:
對於Ⅱ、Ⅲ、Ⅳ級鋼筋和5號鋼的鋼筋,在冷拉後,作預應力鋼筋使用的,要用冷拉應力控制。但鋼筋冷拉後經檢查,最大冷拉率超過了規範規定值,還要再進行機械能實驗。
2)冷拉率測定控制要求:
以冷拉率控制鋼筋冷拉時,控制值要由試驗確定。試驗測定時要求:同爐同批的測定試件,不能少於4個,每個試件都要按規範規定的冷拉應力測定相應的冷拉率,並取試件的平均值作為該爐該批鋼筋的實際冷拉率。如果鋼筋強度偏高,平均的冷拉率低於1%時,在鋼筋冷拉時,仍要按1%的冷拉率控制。
3)不同爐批的冷拉控制:
對於混雜,分不清爐批的鋼筋,冷拉時,不能用冷拉率控制,而且要冷拉多根連線的鋼筋,每根的冷拉率和控制應力都要符合規範規定。
4)冷拉速度控制:
要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5-1.0為宜。同時要求,冷拉到規定的應力和冷拉率以後,隨即停拉2-3以後,再放鬆鋼筋,結束冷拉,以給鋼筋充分變形的時間。
5)冷拉控制方法:
冷拉時只用冷拉率或者冷拉應力控制叫單控,冷拉時冷拉率和冷拉應力同時套用,稱為雙控。採用單控,施工簡單方便。但對於材質不均勻的鋼筋,不可能逐根試驗(逐根試驗,費工費料,不可能這樣做,有的同一根鋼筋冷拉率也不一樣)冷拉質量得不到保證。雙控方法可以避免上述問題。冷拉時,對於控制應力已經達到,冷拉率沒有超過允許值的,可以認為合格。但是,如果冷拉率已經達到,而冷拉應力還達不到控制應力,這種鋼筋要降低強度使用。對於預應力鋼筋必須採用雙控方法。
設備
電動卷揚機
一般電動卷揚機的牽引力為29~49kN,捲筒直徑為350~450mm,捲筒速度為6~8r/min。
滑輪組及回程滑輪組
冷拉滑輪組的門數和噸位,一般採用3~8門,150~500kW。回程滑輪組的門數和噸位,當冷拉和回程採用同一台卷揚機,以捲筒正反轉實現回程時,其門數與冷拉滑輪組相同。當採用專用卷揚機實現回程時,一般採用2~3門,30~50kN。
冷拉夾具
冷拉夾具是夾緊鋼筋的器具,要求夾緊力強,安全可靠,經久耐用,操作方便。目前常用的夾具有:
(1)楔塊式夾具。該夾具採用優質碳素鋼製作,適用於冷拉直徑14mrn以下的鋼筋。
(2)偏心夾具。採用優質碳素鋼製作,適用於冷拉I級盤圓鋼筋。
(3)槽式夾具。沒有固定的形式和規格,視現場情況而定。適用於冷拉兩端有螺桿或鐓粗頭的鋼筋。此外,還有月牙形夾具和圓錐形齒板夾具等形式。
安全技術要求
1.冷拉前首先應檢查冷拉設備的能力與鋼筋的冷拉力是否相適應,不允許設備超載冷拉。
2.要經常檢查冷拉地錨是否穩定,卷揚機、信號裝置、鋼絲繩、夾具、滑輪組等是否正常,應在冷拉操作前排除卷揚機滑移,信號、機械、夾具失靈,或鋼絲繩斷裂等不安全因素。
3.整個冷拉操作過程,應聽從統一指令,操作人員思想要集中,卷揚機司機要根據規定信號開車、停車。
4.冷拉場地應在兩端地錨外側設定警戒區,並應安裝防護欄及警告標誌,冷拉線兩端必須裝置防護設施,以防止因鋼筋拉斷或滑脫,夾具飛出傷人。嚴禁無關人員站在冷拉線兩端,或跨越、觸動正在冷拉處理的鋼筋。操作人員在作業時必須離開鋼筋2m以外。
