
遊標卡尺
遊標卡尺(VERNIER CALLIPER),是一種測量長度、內外徑、深度的量具。遊標卡尺由主尺和附在主尺上能滑動的游標兩部分構成。主尺一般以毫米為單位,而游標上則有10、20或50個分格,根據分格的不同,遊標卡尺可分為十分度遊標卡尺、二十分度遊標卡尺、五十分度格遊標卡尺等,游標為10分度的有9mm,20分度的有19mm,50分度的有49mm。遊標卡尺的主尺和游標上有兩副活動量爪,分別是內測量爪和外測量爪,內測量爪通常用來測量內徑,外測量爪通常用來測量長度和外徑 。
齒厚遊標卡尺使用注意事項
齒厚遊標卡尺是比較精密的量具, 使用是否合理, 不但影響齒厚遊標卡尺本身的精度和使用壽命, 而且對測量結果的準確性, 也有直接影響。 必須正確使用齒厚遊標卡尺。
1. 使用前,認真學習並熟練掌握齒厚遊標卡尺的測量、讀數方法。
2. 搞清楚所用齒厚遊標卡尺的量程、精度是否符合被測零件的要求。
3. 使用前,檢查齒厚遊標卡尺應完整無任何損傷,移動尺框時,活動要自如不應有過松或過緊,更不能有晃動現象。
4. 使用前,用紗布將齒厚遊標卡尺擦拭乾淨,合攏測量爪,檢查測量爪是否有漏光、變形等情況。檢查尺身和尺框的刻線是否清晰,尺身有無彎曲變形、鏽蝕等現象。校驗零位、檢查各部分作用是否正常。
5. 使用齒厚遊標卡尺時,要輕拿輕放,不得碰撞或跌落地下。使用時不要用來測量粗糙、髒污的零件,以免損壞量爪。
6. 移動卡尺的尺框和微動裝置時,不要忘記鬆開緊固螺釘 4;但也不要松得過量,以免螺釘脫落丟失。
7. 測量時,垂直的量爪應貼緊齒頂,水平卡尺兩測量面應貼緊齒廊切向,不得歪斜,否則會造成測量結果不準。
8. 應在足夠的光線下讀數,兩眼的視線與卡尺的刻線表面垂直,以減小讀數誤差。如果測量位置不方便讀數,可把緊固螺釘擰緊,沿垂直於測量位置的方向輕輕將卡尺取下並讀數。
9. 測量時,測量力要適當,不允許過分地施加壓力,所用壓力應使量爪剛好接觸零件表面,否則會使游框擺動,造成測量結果不準。
10. 為減小測量誤差,適當增加測量次數,並取其平均值。
11. 測量溫度要適宜,剛加工完的工件由於溫度較高不能馬上測量,須等工件冷卻至室溫後,否則測量誤差太大。
12. 量具在使用過程中,不要和工具、刀具如銼刀、榔頭、車刀和鑽頭等堆放在一起,以免碰傷量具。
13. 測量結束要把卡尺平放到規定的位置,比如工具箱上或卡尺盒內,不允許把卡尺放到設備(床頭、導軌、刀架)上。不要把卡尺放在磁場附近,例如磨床的磁性工作檯上,以免使卡尺感磁。不要把卡尺放在高溫熱源附近。
14. 卡尺使用完畢,要擦淨並放到卡尺盒內。長時間不用應在卡尺測量面上塗黃油或凡士林,放乾燥、陰涼處儲存,注意不要鏽蝕或弄髒。
齒厚遊標卡尺的使用方法
齒厚遊標卡尺 ( 圖一) 是用來測量齒輪(或蝸桿)的弦齒厚和弦齒頂。這種遊標卡尺由兩互相垂直的主尺組成,因此它就有兩個游標。 A的尺寸由垂直主尺上的游標調整; B的尺寸由水平主尺上的游標調整。刻線原理和讀法與一般遊標卡尺相同。
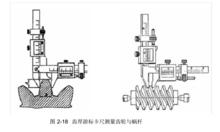 圖一
圖一測量蝸桿時, 把齒厚遊標卡尺讀數調整到等於齒頂高 ,法向卡入齒廓,測得的讀數是蝸桿中徑 的法向齒厚。但圖紙上一般註明的是軸向齒厚,必須進行換算。
技術要求
1、齒厚遊標卡尺的外部表面不應有明顯的外觀缺陷。
2、齒厚遊標卡尺的尺框和微動裝置應能沿主尺平穩移動,無卡滯和鬆動現象。
3、齒厚遊標卡尺測量面的硬度應不低於表1的規定。
| 名稱 | 材料 | 硬度 |
| 齒高尺測量面 | 碳素鋼工具鋼或工具鋼 | 664HV(≈58HRC) |
| 不鏽鋼 | 550HV(≈52.5HRC) | |
| 齒厚尺測量面 | 硬質合金 |
表1
4、齒厚遊標卡尺測量面的表面粗糙度。按輪廓算術平均偏差Ra值應不大於0.32μm。
5、游標刻度面的棱邊至主尺刻度表面的距離應不大於0.2mm。
相關參數
測量範圍
1mm~25mm
測量精度
由於不同的尺精度有較大區別,不同測量精度的狀況下需要選擇不同規格的尺 。
示值誤差
指示值與兩測量面實際分隔的距離之差。
