
技術原理
電磁加熱工作原理
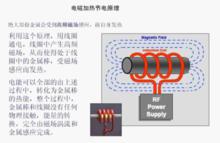
1、電磁加熱器:電磁加熱器是一種利用電磁感應原理將電能轉化成熱能的裝置,電磁加熱控制器將220V,50/60HZ的交流電整流變成直流電,再將直流電轉成頻率為20-40KHZ的高頻高壓電,或者是380v 50/60HZ的三相交流電轉換成直流電再將直流電轉換成10~30KHZ的高頻低壓大電流電,用來工業產品加熱。
 電磁加熱
電磁加熱 電磁加熱示意圖
電磁加熱示意圖2、電磁加熱圈:高速變化的高頻高壓電流流過線圈會產生高速變化的交變磁場,當用含鐵質容器放置上面時,容器表面即具切割交變磁力線而在容器底部金屬部分產生交變的電流(即渦流),渦流使容器底部的載流子高速無規則運動,載流子互相碰撞、摩擦而產生熱能。從而起到加熱物品的效果。即是通過把電能轉化為磁能,使被加熱鋼體表面產生感應渦流一種加熱方式。這種方式從根本上解決了電熱片、電熱圈等電阻式的,通過熱傳導方式加熱產生的熱效率低下的問題。
對比
傳統 電阻加熱 缺點
熱損失大:現有企業專用的加熱方式,是由電阻絲繞制,圈的內外雙面發熱,其內面(緊貼料筒部分)的熱傳導到料筒上,而外面的熱量大部分散失到空氣中,造成電能的直接損失、浪費。
環境溫度上升: 由於熱量大量散失,周圍環境溫度升高,尤其是夏天對生產環境影響很大,現場工作溫度有的已經超過了45度,有些企業不得不採用空調降低溫度,這又造成能源的二次浪費。
使用壽命短、維修量大: 電熱管由於採用電阻絲髮熱,其加熱溫度高達300度左右,熱滯後較大,不易精確控溫,電阻絲容易因高溫老化而燒斷。常用電熱圈使用壽命約半年,因此,維修的工作量相對較大。
高頻加熱 產品的優勢
壽命長:電磁加熱因線圈本身基本不會產生熱量,壽命長,無需檢修,無維護更換成本;加熱部分採用環形電纜結構,電纜本身不會產生熱量,並可承受500℃以上高溫,使用壽命高達10年。不需維護,後期基本無維護費用。
安全可靠: 料筒外壁經高頻電磁作用發熱,熱量利用充分,基本無散失。熱量聚集於加熱體內部,電磁線圈表面溫度略高於室溫,可以安全觸摸,無需高溫防護,安全可靠。
高效節能: 採用內熱加熱方式,加熱體內部分子直接感應磁能而生熱,熱啟動非常快,平均預熱時間比電阻圈加熱方式縮短60%以上,同時熱效率高達90%以上,在同等條件下,比電阻圈加熱節電30—70%,大大提高了生產效率。
準確控溫: 線圈本身不發熱,熱阻滯小、熱慣性低,料筒內外壁溫度一致,溫度控制實時準確,明顯改善產品質量,生產效率高。
絕緣性好: 電磁線圈為定製專用耐高溫高壓特種電纜線繞制,絕緣性能好,無需與罐體外壁直接接觸,絕無漏電,短路故障,安全無憂。
改善工作環境: 經過電磁加熱設備改造的注塑機,其採用的內熱方式,熱量聚集於加熱體內部,外部熱量耗散幾乎沒有。設備表面溫度可改善至人體可觸摸,環境溫度從原來電阻圈加熱時的100℃以上降低至常溫,大大改善了生產現場的工作環境,有力提高生產工人積極性,降低夏季廠區通風降溫費用。本著“以人為本”的理念,給工廠和一線生產人員創造一個環保、安全、舒適的生產環境。
套用領域
工業電磁節能改造廣泛套用於適用於塑機械加熱、木材、建築、食品、醫療、化工等節能改造,如塑膠注塑機,擠出機,吹膜機,拉絲機,塑膠薄膜,管材,線材等機器、食品加工、紡織、印染、冶金、輕工、機械、表面熱處理及焊接,鍋爐,開水爐等行業,可以替代電阻加熱,以及燃料明火傳統能源。
紡織印染 :原料採用電磁加熱可以提高能源利用效率,提高加熱速度,提高溫度控制精度;
輕工行業 :罐頭以及其它塑膠包裝的封口等等。
鍋爐行業 :電磁鍋爐利用其加熱速度快的特點,可拋棄傳統鍋爐整體加熱的方式,只在鍋爐的出水端進行加熱,使水流在流動中完成加熱,加熱速度快,節省空間。
機械行業 :高頻電磁加熱可以套用於與金屬表明熱處理,其效果比傳統處理方式有顯著提高,其他如各種機械零件的淬火,以及淬火後的回火、退火和正火等熱處理的加熱,壓力加工前的透熱;
電磁加熱技術的套用,不僅有利於產品品質、生產效率的提升和節能降耗降低成本,也提升了設備製造企業的技術水平,在傳統行業中越來越廣泛地被接受和使用。
節電分析
電磁加熱器在塑膠機械上節能30%-70%是怎么來的?
1.相比電阻加熱,電磁加熱器多了一層保溫層,熱能利用率增加。
2.相比電阻加熱,電磁加熱器直接作用於料管加熱,減少了熱傳遞熱能損耗。
3.相比電阻加熱,電磁加熱器的加熱速度要快四分之一以上,減少了加熱時間。
4.相比電阻加熱,電磁加熱器的加熱速度快,生產效率就提高了,讓電機處在飽和狀態,使其減少了,高功率低需求造成的電能損耗。
傳統的加熱行業,普遍採用是的電阻絲和石英加熱方式,而這種傳統的加熱方式,其熱效率比較低,電阻絲和石英主要是靠通電後,自身發熱然後在把熱量傳遞到料筒上,從而起到加熱物品的效果,這種加熱效果的熱量利用率最高只有50%左右,另外的50%左右的熱量都散發到空氣中,所有傳統的電阻絲加熱方式的電能損失高達50%以上。而通過電磁感應加熱,是通過電流產生磁場,使得鐵質金屬管道自身發熱,再加上隔熱材質,防止管道熱量的散發,熱利用率高達95%以上,理論上間節電效果可達到50%以上,但考慮到不同質量的電磁感應加熱控制器的能量轉換效率是不太相同的,以及不同的生產設備和環境,所有電磁加熱節能的效果一般至少能夠達到30%,最高能夠達到70%。
套用範圍
1、塑膠橡膠行業。
如:塑膠用吹膜機、拉絲機、注塑機,橡膠用擠出機、電纜生產擠出機等、各種造粒機、硫化機;
2、醫藥化工行業。
如:醫療器械蒸汽消毒器、醫藥專用輸液袋、塑膠器材生產線,化工行業液體加熱輸送管道等等;
3、能源、食品行業。
如:原油輸送管道的加熱;食品機械,如:炒貨機、茶葉加工設備等需要電加熱的設備;
4、大功率商用電磁灶機芯、採用/商用採暖爐、各種蒸汽鍋爐;
5、建材行業。
如:燃氣管生產線、塑膠管材生產線、PE塑膠硬質平網、土工網機組、自動中空成型機、PE蜂窩板生產線、單雙壁波紋管擠出生產線、複合氣墊膜機組、PVC硬管、芯層發泡管生產線、PP擠出透明片材生產線、擠出聚苯乙烯發泡管材、PE纏繞膜機組;
6、印刷設備里的乾燥加熱;
7、其它需要加熱的場所。
功率選配
1、確認需要節能改造的設備原來的加熱形式:
A、電爐絲/石英:確認原來加熱區數量、每個溫區的加熱功率,就近選擇相應功率型號的電磁加熱產品進行搭配即可,功率如果小於2.5KW則一律選擇2.5KW電磁加熱控制板,搭配產品的數量與原來加熱區一樣的數量即可,該方法主要用於注塑機、吹膜機、拉絲機、擠出機等功率較小的設備。
B、燒煤/柴油加熱:確認料筒直徑、需加熱區域的長度、根據生產需要加熱的溫度、具體的產量要求,該方法需要一定的專業水平與經驗,客戶如若有需要可以提供以上數據由電磁加熱器的廠家進行鑑定。該方法主要用於水料造粒機、各種鍋爐等較大功率的設備;
2、採暖器:電磁加熱採暖的功率搭配可參考日常空調的搭配方法,即15平方/KW即可滿足採暖需求;
3、將放置於水中加熱的電熱棒改造成同等功率的電磁感應加熱器其節電效果在10%以內,不太顯著,但可以大大提高其安全性及抗氧化能力。
