
鑽套
鑽套: 鑽套是安裝在鑽模板或夾具體上,其作用是用來確定工件上被加工孔的位置,引導刀具進行加工,並提高刀具在加工過程中的剛性和防止加工中的振動。按其結構和使用情況,可分為以下四種類型。
鑽套可以分為以下類型:
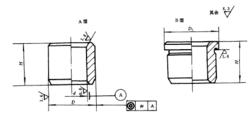
鑽套分為固定鑽套(A型固定鑽套,B型固定鑽套),可換鑽套,快換鑽套及特殊鑽套
鑽套標準及 鑽套尺寸及鑽套規格見:
固定鑽套國標JB/T 8045.1-1999
可換鑽套國標JB/T 8045.2-1999
快換鑽套國標JB/T 8045.3-1999
鑽套襯套國標JB/T 8045.4-1999
 鑽套
鑽套固定鑽套
工具機夾具零件及部件固定鑽套標準--JB/T 8045.1-1999
1.本標準規定了0-85mm的固定鑽套
2.引用標準:
GB/T 699-1988 優質碳素結構鋼的技術條件
GB/T 1298-1986 碳素工具鋼技術條件
GB/T 8044-19999 工具機夾具零件及部件技術條件
JB/T 8045.5-1999 工具機夾具零件及部件鑽套螺釘
3.圖示
 鑽套
鑽套4.尺寸表
| d | D | D1 | H | t | ||||
| 基本尺寸 | 極限偏差F7 | 基本尺寸 | 極限偏差D6 | |||||
| >0~1 | +0.016 +0.006 | 3 | +0.010 +0.004 | 6 | 6 | 9 | -- | 0.008 |
| >1~1.8 | 4 | +0.016 +0.008 | 7 | |||||
| >1.8~2.6 | 5 | 8 | ||||||
| >2.6~3 | 6 | 9 | 8 | 12 | 16 | |||
| >3~3.3 | +0.022 +0.010 | |||||||
| >3.3~4 | 7 | +0.019 +0.010 | 10 | |||||
| >4~5 | 8 | 11 | ||||||
| >5~6 | 10 | 13 | 10 | 16 | 20 | |||
| >6~8 | +0.028 +0.013 | 12 | +0.023 +0.012 | 15 | ||||
| >8~10 | 15 | 18 | 12 | 20 | 25 | |||
| >10~12 | +0.034 +0.016 | 18 | 22 | |||||
| >12~15 | 22 | +0.028 +0.015 | 26 | 16 | 28 | 36 | ||
| >15~18 | 26 | 30 | 0.012 | |||||
| >18~22 | +0.041 +0.020 | 30 | 34 | 20 | 36 | 45 | ||
| >22~26 | 35 | +0.033 +0.017 | 39 | |||||
| >26~30 | 42 | 46 | 25 | 45 | 56 | |||
| >30~35 | +0.050 +0.025 | 48 | 52 | |||||
| >35~42 | 55 | +0.039 +0.020 | 59 | 30 | 56 | 67 | ||
| >42~48 | 62 | 66 | ||||||
| >48~50 | 70 | 74 | 0.040 | |||||
| >50~55 | +0.060 +0.030 | |||||||
| >55~62 | 78 | 82 | 35 | 67 | 78 | |||
| >62~70 | 85 | +0.045 +0.023 | 90 | |||||
| >70~78 | 95 | 100 | ||||||
| >78~80 | 105 | 110 | 40 | 78 | 105 | |||
| >80~85 | +0.071 +0.036 | |||||||
5.技術條件
材料:d≤26mm T10A按GB/T 1298的規定
d>26mm 20鋼按GB/T 699的規定
熱處理:T10A為58~64HRC;20鋼滲碳深度為0.8~1.2mm,58~64HRC
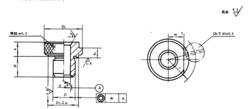
可換鑽套
工具機夾具零件及部件可換鑽套標準--JB/T 8045.2-1999
1.本標準規定了0-85mm的可換鑽套
2.引用標準:
GB/T 699-1988 優質碳素結構鋼的技術條件
GB/T 1298-1986 碳素工具鋼技術條件
GB/T 8044-1999 工具機夾具零件及部件技術條件
JB/T 8045.5-1999 工具機夾具零件及部件鑽套螺釘
3.圖示
 鑽套
鑽套4.尺寸表
5.技術條件
材料:d≤26mm T10A按GB/T 1298的規定
d>26mm 20鋼按GB/T 699的規定
熱處理:T10A為58~64HRC;20鋼滲碳深度為0.8~1.2mm,58~64HRC
鑽套公差配合
①鑽套內孔
鑽套內孔(又稱導向孔)直徑的基本尺寸應為所用刀具的最大極限尺寸,並採用基軸制間隙配合。鑽孔或擴孔時其公差取F7或F8,粗鉸時取G7,精鉸時取G6。若鑽套引導的是刀具的導柱部分,則可按基孔制的相應配合選取,如H7/f7、H7/g6或H6/g5等。
②導向長度H
鑽套的導向長度H對刀具的導向作用影響很大,H較大時,刀具在鑽套內不易產生偏斜,但會加快刀具與鑽套的磨損;H過小時,則鑽孔時導向性不好。通常取導向長度H與其孔徑之比為:H/d=1~2.5。當加工精度要求較高或加工的孔徑較小時,由於所用的鑽頭剛性較差,則H/d值可取大些,如鑽孔直徑d<5mm時,應取H/d≥2.5;如加工兩孔的距離公差為±0.05mm時,可取H/d=2.5~3.5。
③排屑間隙h
如圖7-61所示,排屑間隙h是指鑽套底部與工件表面之間的空間。如果h太小,則切屑排出困難,會損傷加工表面,甚至還可能折斷鑽頭。如果h太大,則會使鑽頭的偏斜增大,影響被加工孔的位置精度。一般加工鑄鐵件時,h=(0.3~0.7)d;加工鋼件時, h=(0.7~1.5)d;式中d為所用鑽頭的直徑。對於位置精度要求很高的孔或在斜面上鑽孔時,可將h值取得儘量小些,甚至可以取為零。
