
簡介
超音波焊接是通過超音波發生器將50/60赫茲電流轉換成15、20、30或40 KHz 電能。被轉換的高頻電能通過換能器再次被轉換成為同等頻率的機械運動,隨後機械運動通過一套可以改變振幅的變幅桿裝置傳遞到焊頭。焊頭將接收到的振動能量傳遞到待焊接工件的接合部,在該區域,振動能量被通過摩擦方式轉換成熱能,將塑膠熔化。超音波不僅可以被用來焊接硬熱塑性塑膠,還可以加工織物和薄膜。
一套超音波焊接系統的主要組件包括超音波發生器,換能器/變幅桿/焊頭三聯組,模具和機架 。
線性振動摩擦焊接利用在兩個待焊工件接觸面所產生的摩擦熱能來使塑膠熔化。熱能來自一定壓力下,一個工件在另一個表面以一定的位移或振幅往復的移動。一旦達到預期的焊接程度,振動就會停止,同時仍舊會有一定的壓力施加於兩個工件上,使剛剛焊接好的部分冷卻、固化,從而形成緊密地結合。
軌道式振動摩擦焊接是一種利用摩擦熱能焊接的方法。在進行軌道式振動摩擦焊接時,上部的工件以固定的速度進行軌道運動——向各個方向的圓周運動。運動可以產生熱能,使兩個塑膠件的焊接部分達到熔點。一旦塑膠開始熔化,運動就停止,兩個工件的焊接部分將凝固並牢牢的連線在一起。小的夾持力會導致工件產生最小程度的變形,直徑在10英寸以內的工件可以用套用軌道式振動摩擦進行焊接。
焊接原理
超音波塑膠焊接原理
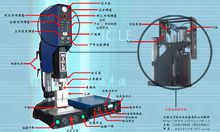 超音波塑膠焊接機
超音波塑膠焊接機超音波作用於熱塑性的塑膠接觸面時,會產生每秒幾萬次的高頻振動,這種達到一定振幅的高頻振動,通過上焊件把超聲能量傳送到焊區,由於焊區即兩個焊接的交界面處聲阻大,因此會產生局部高溫。又由於塑膠導熱性差,一時還不能及時散發,聚集在焊區,致使兩個塑膠的接觸面迅速熔化,加上一定壓力後,使其融合成一體。當超音波停止作用後,讓壓力持續幾秒鐘,使其凝固成型,這樣就形成一個堅固的分子鏈,達到焊接的目的,焊接強度能接近於原材料強度。超音波塑膠焊接的好壞取決於換能器焊頭的振幅,所加壓力及焊接時間等三個因素,焊接時間和焊頭壓力是可以調節的,振幅由換能器和變幅
桿決定。這三個量相互作用有個適宜值,能量超過適宜值時,塑膠的熔解量就大,焊接物易變形;若能量小,則不易焊牢,所加的壓力也不能太大。這個最佳壓力是焊接部分的邊長與邊緣每1mm的最佳壓力之積
超音波金屬焊接原理
超音波金屬焊接原理是利用超聲頻率(超過16KHz )的機械振動能量,連線同種金屬或異種金屬的一種特殊方法.金屬在進行超音波焊接時,既不向工件輸送電流,也不向工件施以高溫熱源,只是在靜壓力之下,將框框振動能量轉變為工件間的摩擦功、形變能及有限的溫升.接頭間的冶金結合是母材不發生熔化的情況下實現的一種固態焊接.因此它有效地克服了電阻焊接時所產生的飛濺和氧化等現象.超聲金屬焊機能對銅、銀、鋁、鎳等有色金屬的細絲或薄片材料進行單點焊接、多點焊接和短條狀焊接.可廣泛套用於可控矽引線、熔斷器片、電器引線、鋰電池極片、極耳的焊接。
焊接種類
1、超音波焊接 ultrasonic welding
熱塑性塑膠在超音波振動作用下,由於表面分子間摩擦生熱而使兩塊塑膠熔接在一起的焊接方法。
熱塑性塑膠焊接注意事項:
A.舌榫的設計保證在焊接周期中對位方便。
B.焊線設計纖細,但必須有足夠的可熔化材料令焊接面熔合。具體設計方式要視乎套用在焊接何種工件設備中。焊接壓力、震幅等參數可調,保證焊頭能接觸到焊接面並施壓,下工件為接受壓力部份,置於底模中不動。焊頭因產生超音波高頻,令上工件生熱震動,因而能與下工件熔合,焊頭停止震動後,壓力保持,令熔解位置冷卻成型。整個焊接時間大多為少於一秒。
2、超音波金屬焊接
超音波金屬焊接的優點在於快速、節能、熔合強度高、導電性好、無火花、接近冷態加工;缺點是所焊接金屬件不能太厚(一般小於或等於5mm)、焊點位不能太大、需要加壓。
超音波金屬焊接是一種機械處理過程,在焊接過程中,並無電流在被焊件中流過,也無諸如電焊模式的焊弧產生,由於超聲焊接不存在熱傳導與電阻率等問題,因此對於有色金屬材料來說,無疑是一種理想的金屬焊接設備系統,對於不同厚度的片材,能有效地進行焊接。
熔焊方法
超音波的熔焊套用方法
一、 熔接法: 以超音波超高頻率振動的焊頭在適度壓力下,使二塊塑膠的接合面產生摩擦熱而瞬間熔融接合,焊接強度可與本體媲美,採用合適的工件和合理的接口設計,可達到水密及氣密,並免除採用輔助品所帶來的不便,實現高效清潔的熔接。
二、 鉚焊法: 將超音波超高頻率振動的焊頭,壓著塑膠品突出的梢頭,使其瞬間發熱融成為鉚釘形狀,使不同材質的材料機械鉚合在一起。
三、 埋植: 借著焊頭的傳道及適當的壓力,瞬間將金屬零件(如螺母、螺桿等)擠入預留塑膠孔內,固定在一定深度,完成後無論拉力、扭力均可媲美傳統模具內成型的強度,可免除射出模受損及射出緩慢的缺點。
四、 成型: 本方法與鉚焊法類似,將凹狀的焊頭壓在塑膠品外圈,焊頭髮出超音波超高頻振動後將塑膠熔融成型而包復於金屬物件使其固定,且外觀光滑美觀、此方法多使用在電子類、喇叭的固定成型,及化妝品類的鏡片固定等。
五、 點焊: A、 將二片塑膠分點熔接無需預先設計焊線,達到熔接目的。 B、 對比較大型工件,不易設計焊線的工件進行分點焊接,而達到熔接效果,可同時點焊多點。 六、 切割封口: 運用超音波瞬間發振工作原理,對化纖織物進行切割,其優點切口光潔不開裂、不拉絲。
焊接優點
1、超音波塑膠焊接優點:焊接速度快,焊接強度高、密封性好;
取代傳統的焊接/粘接工藝,成本低廉,清潔無污染且不會損傷工件;
焊接過程穩定,所有焊接參數均可通過軟體系統進行跟蹤監控,一旦發現故障很容易進行排除和維護。
2、超音波金屬焊接優點: 1)、焊接材料不熔融,不脆弱金屬特性。2)、焊接後導電性好,電阻係數極低或近乎零。3)、對焊接金屬表面要求低,氧化或電鍍均可焊接。4)、焊接時間短,不需任何助焊劑、氣體、焊料。5)、焊接無火花,環保全全。
適用產品
1)、鎳氫電池鎳氫電池鎳網與鎳片互熔與鎳片互熔。2)、鋰電池、聚合物電池銅箔與鎳片互熔,鋁箔與鋁片互熔。3)、電線互熔,偏結成一條與多條互熔。4)、電線與各種電子元件、接點、連線器互熔。5)、各種家電用品、汽車用品的大型散熱座、熱交換鰭片、蜂巢心的互熔。6)、電磁開關、無熔絲開關等大電流接點,異種金屬片的互熔。7)、金屬管的封尾、切斷可水、氣密。
套用前景
針對所有的套用市場,超音波焊接其特有的優點--快捷、高效、清潔和牢固,贏得了各行各業的認可。
 超音波金屬焊接機
超音波金屬焊接機一、 汽車:(交通業) 超音波可通過電腦程式控制來實施對大件和不規則工件的焊接如:保險槓、前後門、燈具、剎車燈等。隨著高等級道路的發展,反光片也越來越多的採用超音波焊接。
二、 家電: 通過適當的調整可用於:手提日光燈罩,蒸氣熨門、電視機外殼、收錄、音機透明面板、電源整流器、電視機殼螺絲固定座、減蚊燈殼、洗衣機脫水槽等需要密封、牢固和美觀的家電產品。
三、 包裝: 軟管的封口,特殊打包帶的連線。
四、 玩具業: 由於採用了超音波技術使產品清潔、高效、牢固,免除使用螺絲、粘合劑、膠水或其他輔助品,降低了生產成本,使企業在市場的競爭力大大增強。
五、 電子: 運用自動化方案設計使用戶達到規模化生產,同時確保產品之品質需求。 六、 其他商業用途: 從通訊器材,電腦行業、列印設備到音像製品等,均可採用明和超音波設備,他給您帶來了簡捷、清潔、高效的生產方式,為您帶來更多的機會。
四頭超音波
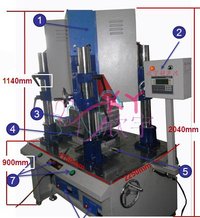 四頭超音波焊接機
四頭超音波焊接機四頭超音波機,四頭並聯超音波焊接機 XY-四頭並聯超音波焊接機,超音波,專業生產製造超音波焊接機,超音波焊接機,超音波熔接機,超音波熔接機。四頭超音波焊接機主要用於汽車油壺焊接,汽車油杯焊接,汽車儀表焊接,汽車儀錶板焊接,汽車儀錶盤焊接,汽車儀表台焊接,汽車發動機蓋焊接,汽車車燈.,汽車天窗焊接,開燈小視窗播放焊接,汽車儀錶盤焊接,儀錶盤焊接機,汽車碼錶盤焊接,汽車儀錶盤焊接等。四頭並聯超音波塑膠焊接機由超音波發生器產生15KHZ的高壓、高頻電信號,通過換能器的壓電逆效應轉換成同頻率的機械振盪,並以音頻縱波的形式作用於塑膠製品工件上。四頭並聯超音波焊接機,部分重要操作說明: 1.打開電源開關進入主界面在默認情況下全部機器處在自動狀態。此時按操作按鈕可正常操作機器 2.在主界面下若要設定每台超音波焊接機機器的參數和工作狀態可按人機界面的指定功能鍵,壹號機F1鍵。貳號機F2鍵。叄號機F3鍵。肆號機F4鍵。 3.主界面的手動狀態F6鍵和自動狀態的F5鍵是切換四台超音波機的工作狀態,機器處在什麼狀態請看F5,F6功能鍵後面的狀態指示燈。 4.計數器是對生產產器的數量進行計數,只有四台機器全部在自動狀態下同時工作才會進行計數,每工作一次計數一次。F7鍵是對計數器進行清零。 5.人機界面的向上三角鍵在正常情況下是畫面翻轉用,按下此鍵回到主界面,在設定參數時每按一次參數加一。 6.人機界面的向下三角鍵在正常情況下是畫面翻轉用,按下此鍵向下翻轉界面,在設定參數時每按一次參數減一。 7.進入每一台對應的超音波機器後設定每台對應機器的參數和工作狀態,若要設定每台機器的參數請按功能鍵SET鍵進行選擇,此時可用數字鍵直接輸入所要設定的參數,也可用上下三角鍵進行加減來設定。設定完後按ENT鍵進行確認。 8.進入對應的機器參數設定畫面後,F1鍵是音波測試鍵,是對對應的超音波機器進行音波測試用,F2。F3鍵是切換工作狀態用,工作狀態請參照F2,F3鍵後面的工作指示燈 9.進入對應的機器參數設定畫面後,F4鍵是機頭下降,F5鍵是機頭上升,供調試對應的機器用。 10.進入對應的機器參數設定畫面後,只有在手動狀態下功能鍵F1,F4。
智慧型超音波焊
超音波塑膠熔接機-智慧型精密型,XY-300W,1000W:
1.換能器、採用日本NTK振動子頻率準確穩定。
2.變幅桿、採用日本皇牌特種鋼製做、堅固耐用。
3.氣缸、電磁閥等氣動部分採用台灣亞德客品牌。
4.電子原件均採用歐美等進口零配件。
5.控制操作採用微電腦控制,參數由外部按鍵輸入(所要設定的參數均顯示在液晶顯示屏上)精確簡易。
6.全智慧型過載保護,並有錯誤代碼提示。
7.附加過電子壓及過電流保護系統、可減少故障、保障安全。
8.本款機型適合精密電子:小型塑膠殼、精密電源插頭、隨身碟、手機殼鏡片等小型防水塑膠。
八工位超音波
八工位轉盤超音波焊接機,特點:1.採用達驅動,電眼感應定位,焊接精度高。2.採用計算機中央控制,操作方便、安全,焊接郊率高。3.採用全自動卸料,有8個工位可以選擇180º/90º/45º。4.焊接速度快,每分鐘可焊接產品達50個。
八工位轉盤超音波焊接機,用途:1.電子業:計算器、錄音機盒、音箱殼等。2.具業:水槍、電話、禮品、塑膠玩具廠。3.家庭電器:手提電筒、手提電話電池、電源插座、開關按鈕、變壓火車牛等。4.日常用品:化妝品、打火機、眼鏡盒、保溫杯、文具等。
八工位轉盤超音波焊接機,參數:
XY-2020 20KHz 2000W 0-3sec 0-3sec 50 180º/90º/45º 2-6Bar 6375mm 120mm 910x650x1700 215kg 10A
XY-1522 15KHz 2200W 0-3sec 0-3sec 50 180º/90º/45º 2-6Bar 6375mm 120mm 910x650x1700 215kg 10A
XY-1526 15KHz 2600W 0-3sec 0-3sec 50 180º/90º/45º 2-6Bar 6375mm 120mm 910x650x1700 215kg 10A
豪華型超音波
豪華型超音波塑膠熔接機(台式超音波)
名稱:豪華型超音波塑膠熔接機特點:1.日本原裝壓電陶瓷換能器,功率輸出強勁、穩定。2.特製鋼變幅桿,堅固耐用。3.採用焊頭水平可調式結構,調模方便快捷。4.全套優質進口電子元器件組裝,品質保證。5.氣動元件採用台灣進口配件(亞德客)。
豪華型超音波塑膠熔接機,參數:
型號 XY-1522 XY-1526 XY-1532
輸出功率 2200W 2600W 3200W
頻率 15KHz
輸入電壓220V
振頭冷卻系統 風冷
焊頭行程 75MM 75MM 75MM
振盪系統 自激式振盪線路
輸出時間 時間空制0。01-1S
氣壓 氣壓範圍1-7BAR
焊接面積 ф220 ф240 ф265
使用壓縮機 ZHP
主機尺寸 910x650x1750
淨重 205KG 205KG 210KG
