覆砂金屬型鑄造是一種新型的鑄造方法,它是在粗成形的金屬型(稱為鐵型)內腔覆上一薄層砂而形成鑄型的一種鑄造工藝。經反覆的工藝試驗和生產驗證後,將鐵型的重量、壁厚與覆砂層厚度合理地配合,使鑄件的充型、凝固和冷卻過程在一個比較理想的條件下完成。大大提高了鑄件的表面質量和內在質量。在實際生產中實現了球鐵件的鑄態生產和無冒口鑄造,因此簡化了生產工序和節約了生產成本。此外,大批量生產,勞動生產率高,用砂量極少,鑄造車間一般都不設砂處理工部,減少了設備投資,又改善了鑄造車間的勞動條件。
歷史與現狀
用金屬型生產鐵基合金鑄件始於中國。考古發現我國鑄鐵件用鐵型(古稱“范”)生產始於戰國(距今2200~2300年),用銅範鑄造鐵器最早為漢代(距今1800年),到清代(距今200~300年)鐵范鑄鐵技術不斷完善,用鐵范鑄造鐵炮。龔振麟著《鑄炮鐵模圖說》是世界發現最早的系統論述金屬型鑄造鑄鐵件的專著。美國Eaton公司最早獲鐵基合金金屬型(FerrousPermanentmold-FPM)工藝專利已是1932年。近幾十年全世界FPM不斷發展。歐洲FPM鑄件占6%~8%,有報導蘇聯1980年FPM鑄件占鑄鐵件9.7%,歐、美、日等FPM件主要用於汽車、工具機、空氣壓縮機和液壓件等;近年中國由日本引進空調壓縮機鑄件FPM生產線;印度、加拿大、巴西、馬來西亞等國也都引進過FPM生產線。1994年日本本田公司開發投產了年產近4000t優質球墨鑄件轎車轉向節的FPM自動生產線,使FPM技術套用進入一個新階段。
技術特點及關鍵
FPM與非鐵合金金屬型鑄造主要區別和難點在於:鑄鐵是金屬-非金屬共晶合金,急冷下鑄態金相組織更難控制,澆注溫度高,金屬型設計和生產更難,且金屬型壽命更短,生產率又不易滿足大量生產需要。無論鑄態還是熱處理後使用,金屬型鑄鐵件鑄態金相組織控制對鑄件性能都至關重要。
金屬型冷卻速度是砂型的數十倍到數百倍,直接影響鑄鐵形成獨特組織。控制高冷卻速度下鑄態金屬型鑄鐵組織的因素很多,綜合解決好以下這些因素除獲預期鑄態金相組織外,可大大提高生產率和金屬型壽命從而降低成本、增加效益並擴大金屬型鑄鐵套用範圍,是發展金屬型鑄鐵技術的關鍵。
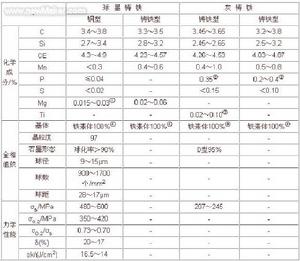
(1)鑄鐵化學成分表1為金屬型灰鑄鐵和球墨鑄鐵典型化學成分、金相組織和性能。碳當量(CE):尤其薄壁又高冷卻速度下金屬型鑄鐵的CE宜高(4.9%~5.0%),但為防止低溫冷脆及有利強化孕育,原鐵液中Si應控制在2.2%~2.8%(質量分數,余同)且直取下限,絕不能高於3.5%。也有薄壁球鐵件原鐵液低C(2.7%)低Si(2.0%)的成功實例。
表1典型金屬型鑄鐵化學成分、組織與性能
 覆砂金屬型
覆砂金屬型註:1.表中化學成分含量百分數皆指質量分數。
2.淨化球墨鑄鐵液,控制Ti、Pb、S、Mn、Cu等元素對金屬型球鐵件質量也十分重要。
①Mg:高冷卻速度(銅)型薄壁件低硫鐵液加Mg0.01%即可使石墨完全球化。過高殘Mg是造成多種金屬型球墨鑄鐵件廢、次品的主因。
②P:增加流動性,又可防熱裂,有的回到3.6%。還加到Sb0.02%~0.04。磷加於爐料中的效果比加於鐵液中明顯。
③Ti對灰鑄鐵可增加鐵液過冷度,促進生成D型石墨。低CE作用明顯。為保護機加工刀具Ti<0.075%。
④指體積分數。
(2)金屬型鑄鐵件澆注溫度與成分、壁厚、型溫和孕育技術等諸多因素有關。為控制鑄態金相組織和延長型壽命,應儘量降低澆注溫度並快速充型。而薄壁件當採用隨流孕育或型內孕育時為使孕育劑充分熔化,一般澆注溫度在1300~1400℃之間。
(3)金屬型鑄鐵孕育
金屬型冷卻速度越快,鑄件壁超薄,用感應爐熔化鐵液以及球墨鑄鐵件,越要強化孕育。可採用澆包後孕育、隨流或型內孕育等方法。孕育劑粒度為過30(目)篩到300(目)篩以上,要充分乾燥、預熱。此外,降低金屬型澆注系統部分的導熱性並提高其溫度和加過濾器等是強化孕育的重要措施。低CE特別是低Si鐵液孕育效果更好。為防金屬型薄壁球墨鑄鐵件鑄態出現釘狀(spiking)組織,強化孕育尤其是重要工藝措施。孕育劑多用75%的Fe-Si,有時加少量Ba、RE或Sb以減少白口或強化基體。型內孕育用85%
的Fe-Si為宜。
(4)金屬型材質、厚度及結構
1)金屬型材質。鐵液與金屬型相互熱作用是決定FPM鑄件質量和型壽命的重要因素。金屬型要有高導熱性、耐熱和熱衝擊、抗氧化、耐磨、與塗料易結合、成形加工性好並能修補。金屬型材質一般用均勻A型石墨灰鑄鐵。有的加Cr0.5%~1.0%,Mo(0.6±0.1)%;過共晶或低硫灰鑄鐵可抗熱衝擊、提高金屬型壽命。灰鑄鐵金屬型用於中、小件,一般型壽命2000~5000次。在鑄件成本中金屬型成本一般占10%。此外,還可採用薄鋼金屬型外焊水冷系統,壽命可較長。Cu-Zr合金作金屬型,很有前途。
 覆砂金屬型
覆砂金屬型3)金屬型成形。鑄鐵型一般砂鑄後加工;銅型、鋼型有鍛坯加工的。金屬型是易耗工模具,以近淨成形精鑄為最好,既可保證工藝要求又減輕重量,減少加工,延長壽命,降低成本。
4)金屬型結構。宜採用組合式結構,即型腔部分、澆注系統和夾持機構用不同的材質、成形方法、塗料和溫控系統。既可保證鑄件工藝要求,同時還可提高型壽命、降低成本、增加生產靈活性(只更換型腔部分),並擴大金屬型技術套用範圍。
(5)FPM塗料與輕合金不同,FPM金屬一般用兩層塗料。①基層塗料(絕緣塗料):要求與金屬型粘著性好,耐熱衝擊性能優越。基層塗料厚度直接影響型冷卻速度、鑄件材質和外觀質量以及型壽命。一般0.2~0.3mm,每班噴塗幾次。優質淺色基層塗料國產化仍是課題。②表層塗料:一般用乙炔炭黑,每一澆注循環噴塗一次。
最近發展趨勢是採用一層薄塗料(如乙炔炭黑)以提高效率、提高鑄件尺寸精度和性能。前提是:①金屬型導熱性和耐熱性、②提高金屬型鑄鐵鑄態金相組織控制水平(鐵液成分、澆注溫度和強化孕育等)和③先進工藝控制技術(如型溫檢測控制系統和鑄件高溫離型控制系統等)。
(6)FPM型溫控制金屬型溫度是影響鐵液流動性和鑄件金相組織的重要因素。金屬型溫度根據鑄件材質、壁厚、重量、預期金相組織和性能以及設定的循環時間來確定和控制。一般設定在200~450℃之間。薄、小鑄件,型溫控制高些。
型溫控制主要靠分區、分階段溫度連續檢測和強制水冷、風冷或加熱及其控制系統。正常運轉條件下,除個別區域及澆注系統外,強制降溫是保證質量、縮短循環時間、提高生產率的關鍵。以預防為主,生產過程中減少型溫升高並保持穩定(如選導熱性好的材質,增加型厚度,強制冷卻,尤其採用鑄件高溫下儘快離型先進工藝等)是值得推廣的技術。
(7)離型時間控制離型時間直接影響鑄件冷卻速度、鑄態組織、鑄件質量、型溫控制、型壽命、金屬型流水線循環時間、生產率、能耗和生產成本。
最近FPM一大趨勢是增加金屬型冷卻速度並使鑄件熱態儘快離型。
在具體實施時,要注意以下幾點:①離型時間根據每個件的材質、壁厚、形狀等分別設定和控制;②要有適用的檢測控制工藝裝備;③離型溫度越高,則型利用率和壽命越高,鑄件的餘熱利用率越高,效益也越好。但要防止過早出型,灰鑄鐵宜≤1120℃,球鐵則要求<1100℃(如1050~1000℃)出型,以防球墨鑄鐵“糊狀”凝固,外殼薄時內部石墨化膨服造成“脹殼”。
(8)金屬型鑄鐵件熱處理從質量管理角度,除厚壁或特殊鑄件外,FPM鑄件都應徹理,尤其在不斷提高金屬型冷卻速度的趨勢下熱處理更顯必要。
熱處理可消除鑄態白口,獲得預期組織和力學性能並改善機加工性能,目前FPM鑄件普遍採用退火工藝生產。包括D型石墨灰鑄鐵和細小球墨的球鐵,基體都為鐵素體。也可既需要為獲不同的基體而採用正火、退火或等溫淬火等工藝。
近年來FPM球鐵鑄件通過高溫離型,充分利用餘熱,進行熱態矯形、切澆冒口和自熱退火技術得到重視和發展。
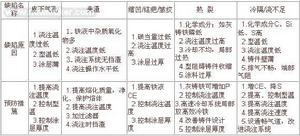
(9)金屬型鑄鐵件缺陷及防止金屬型鑄鐵工藝本身及鐵液溫度高等都易形成特有的缺陷,各種缺陷、原因及防止措施如表2所示。
 覆砂金屬型
覆砂金屬型表2金屬型鑄鐵件缺陷、原因及預防
技術優點及局限性
(1)優點
1)鑄件可保證緻密無氣孔、縮孔、縮松,工藝出口率高。
2)鑄件尺寸精度高,表面光潔,加工量少且易加工(退火後)。
3)結晶細,性能高,球墨鑄鐵生產可大大減少球化劑用量。
4)無砂,杜絕了砂類缺陷及清砂工序。
5)節省型、芯砂運輸、處理、再生等全套系統,節省造型、芯等高技術工序。
6)縮短生產循環時間,占地面積較砂型小50%。
7)便於集成化、自動化生產和套用先進檢、控技術和科學管理手段。
8)有害工序減少59%,利於環境保護和改善勞動條件(廢料:粉塵、有害氣體等排放減少76%,噪聲少),便於清潔生產。
9)生產率高(砂型機械化每月1.2t/m2;金屬型每月7~8t/m2)。
(2)金屬型鑄鐵局限性
1)尚不能生產太複雜的鑄件。
2)冷卻速度快,組織難控制,易出白口,絕大部分需熱處理,延長生產周期,增加能耗和成本。
3)金屬型設計、製造難度大,費用高。
4)鑄件重量、生產批量等都有局限,比機械化潮砂型及樹脂砂型綜合競爭力弱。
發展方向和先進實例
(l)金屬型覆砂(Linedpermenentmold——LPM)技術及裝備為克服金屬型上述局限性,在金屬型與鑄件外形間覆薄砂層,形成砂型膠。優點是金屬型與熔體不直接接觸,冷卻速度和金相組織易於控制,可生產鑄鋼件,提高金屬型壽命,鑄件形狀可較複雜。我國已用於生產汽車發動機鑄態球鐵曲軸、鑄鐵凸輪軸和液壓閥等。一些獨立國協國家用LPM技術,每年生產鑄鐵和鑄鋼件約45000t。一般生產中普遍用預熱型吹入樹脂覆膜砂(熱固法)。日本1985年開發冷金型覆砂(冷固法),較熱固法鑄體尺寸精度高,壁薄[(3±0.25)mm]、生產環境好、節能。1990年成功地大量生產球鐵轎車懸掛支撐臂以代替鋼板沖-焊件,為LPM開闢新途徑。但金屬型覆砂仍未完全取消砂,冷卻速度慢,生產效率低,不便於集成化和大規模生產,且有些技術難題尚未解決,如連續生產的型溫控制,熱法提高固化速度,冷法提高型砂流動性等等。
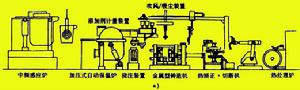
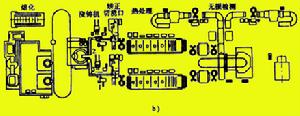
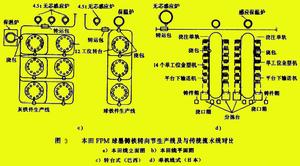
(2)FPM先進成套實例日本本田公司開發的轎車轉向節球鐵件FPM工藝、技術和裝備,圖3為其流水線立面、平面及與傳統流水線對比。
 覆砂金屬型 覆砂金屬型 |
 覆砂金屬型 覆砂金屬型 |
 覆砂金屬型 覆砂金屬型 |
該FPM球鐵生產線匯集了以下先進關鍵技術:
l)高熱導率Cu-Zr合金型,單層薄塗料,鑄件高溫離型(澆注後4s、鐵型15~20s、砂型>900s)。
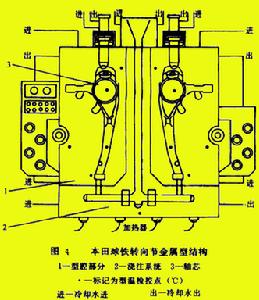
2)用精密感測系統和計算機自動控制重要工藝參數;金屬型型腔與澆注系統分體組裝和型溫分區控制等先進技術,如圖4。
 覆砂金屬型
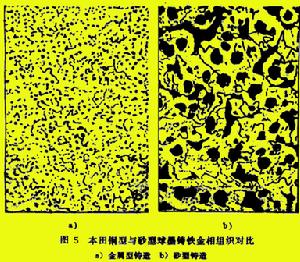
覆砂金屬型3)球墨鑄鐵液每型一次球化、孕育、處理技術,球化率比傳統處理提高8%;球化率偏差比傳統減少64%。金相組織與砂型對比如圖5。
 覆砂金屬型
覆砂金屬型4)鑄件餘熱充分利用。熱矯形和切澆口(加工量減少50%、切斷時間是冷切的1/10、砂輪壽命延長7倍);餘熱利用連續熱處理(節電250kw/t、節能56%)。
5)集成化,縮短、簡化工序40%;關鍵工序全自動化;節省生產面積近50%。
6)鑄件球化率和內部缺陷100%線上無損檢測。
7)由於鑄件4s離型,減輕了金型受熱升溫,便於穩定控制型溫並延長銅型壽命。
典型化學成分、金相組織和力學性能見表1。
