
釋義
:裝訂
拼音:zhuāng dìng
 裝訂
裝訂:Binding
基本解釋[binding;bookbinding] 把分散的單頁書、紙或單行本雜誌等裝裱幀訂成本冊
詳細解釋亦作“ 裝釘 ”。把零散書頁或紙張加工成本子,一般包括折頁、訂本、包封和裁切等過程。 清 龍啟瑞 《上梅伯言先生書》:“先生及 伯韓 、 少鶴 皆二卷,而 少鶴 及同鄉 蘇 虛谷 之詞,合鄙作共為一卷,凡十卷,今已裝釘印行。”《 二十年目睹之怪現狀》第二一回:“只見他那屋裡羅列著許多書,也有包好的,也有未曾包好的,還有不曾裝訂的。” 魯迅 《書信集·致李小峰》:“﹝《兩地書》﹞印後也不必裝訂,只要托裝訂局迭好,由我自己去訂去。”
書刊裝訂工藝的演進
我國最早的書,是用皮帶或繩子把寫有文字的竹片、木片,連串成冊,稱為“簡策”。簡策十分笨重,不易閱讀。後來人們把寫有文字的絲絹,按照文章的長短裁開,捲成一卷,有的還在絲絹兩端配上木軸,便出現了“ 捲軸裝”的書。
紙張發明以後,把文字寫在紙張上,按照一定的規格,向左右反覆摺疊成長方形的冊子,將前後兩頁粘上硬紙或較厚的紙,作為封面和封底。這種裝幀最初用於佛教經典,故叫 經折裝。
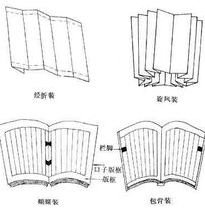 裝訂
裝訂經折裝的書籍,最前面的一頁和最後面的一頁是分開的,將經折裝的首、末兩頁粘連在一起,翻開閱讀有風味來時,中間的紙頁飛起,有如鏇風,故名 鏇風裝(參看圖7-1)。
用以上兩種方法裝幀的書籍,翻閱時間長了,摺疊處斷裂,書頁散落。到了宋朝,開始採用漿糊粘連或用絲線穿訂的方法來裝訂書籍,出現了如圖7-1中所示的 蝴蝶裝和 包背裝。
從明朝中期,開始有了 線裝書籍。線裝書裝訂牢固、裝幀美觀、翻閱方便。
清朝以後,活字印刷逐漸代替了 雕版印刷, 印刷品的產量、品種不斷增加,裝訂技術也得到了相應的發展,逐步從手工操作走向了機械化。現在,除了為保留我國民族傳統,製作少量珍貴版本書和仿古書籍,採用線裝外,主要的裝訂形式有平裝和精裝。裝訂的方法分為手工裝訂、半自動裝訂和使用聯動機的全自動裝訂等。常見書籍的裝訂流程
平裝書
平裝是書籍常用的一種裝訂形式,以紙質軟封面為特徵。手工和半自動裝訂工藝流程為: 撞頁裁切→折頁→配書帖→配書芯→訂書→包封面→切書
從裁切到訂書為書芯的加工。
撞頁裁切
印刷好的大幅面書頁撞齊後,用單面切紙機裁切成符合要求的尺寸。
裁切是在切紙機上進行的。切紙機按其裁刀的長短,分為全張和對開兩種;按其自動化程度分為全自動切紙機、半自動切紙機。操作時,要注意安全,裁切的紙張、切口應光滑、整齊、不歪不斜、規格尺寸符合要求。
折頁
印刷好的大幅面書頁,按照頁碼順序和開本的大小,摺疊成書貼的過程,叫做折頁。
 裝訂
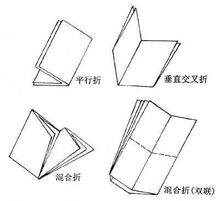
裝訂折頁的方式,大致分為三種。1.垂直交叉折頁法
每折完一折時,必須將書頁鏇轉90°角折下一折,書帖的折縫互相垂直。這種折頁形式,操作方便,折數與頁數有一定關係。
2.平行折頁法
折出的書貼折縫互相平行,如圖7-2所示。適用於摺疊較厚紙張的書頁,如少兒讀物、畫冊等。
3.混合折頁法
在同一書帖中的折縫,既有平行,又有垂直的折頁方式來混合折頁法。用機器折成的書帖大部分是這種形式。
印刷廠,大部分採用機械折頁。折頁機分為刀式折頁機、柵欄式折頁機和柵刀混合式折頁機,有全張和對開兩種。
刀式折頁機,是採用折刀將紙張壓入鏇轉著的兩個折頁輥的橫縫裡,通過兩個輥與紙張之間的摩擦力來完成折頁過程。這種折頁機可以折全張的印張,折頁精度高,但占地面積大。
柵欄式折頁機,是使運動的紙張,通過折頁輥沿著柵欄往前運動,直至檔板,在折面輥的摩擦作用下,紙張被彎曲摺疊。這種折頁機,折頁速度快,占地面積小,但不適合折幅面大、薄而軟的紙張。
同一台折頁機,是由刀式和柵欄式組合而成,叫做柵刀混合式折頁機。這種折頁機的折頁速度比刀式折頁機快。
此外,書刊捲筒紙印刷機,一般都會設有折頁裝置。
配書帖
把零頁或插頁按頁碼順序套入或粘在某一書帖中。
配書芯
把整本書的書貼按順序配集成冊的過程叫配書芯,也叫排書。有套帖法和配帖法兩種。
1.套帖法
將一個書帖按頁碼順序套在另一個書帖裡面或外面,形成兩貼厚而只有一個帖脊的書芯。該法適合於帖數較少的期刊、雜誌。
2.配帖法
將各個書帖按頁碼順序,一帖一帖地疊摞在一起,成為一本書刊的書芯,供訂本後包封面。該法常用於平裝書或精裝書。
配帖可用手工,也可用機械進行。手工配帖,勞動強度大、效率低,還只能小批量生產,因此,現在主要利用配帖機完成配帖的操作。
配帖機的工作是將書帖按順序放在傳送帶上,依次重疊,完成書芯的配帖。
為了防止配帖出差錯,印刷時,每一印張的帖脊處,印上一個被稱為折標的小方塊。配帖以後的書芯,在書背處形成階梯狀的標記,檢查時,如圖7-6所示,只要發現梯檔不成順序,即可發現並糾正配帖的錯誤。
將配好的書帖(一般叫毛本)撞齊、扎捆,除了鎖線訂以外,在毛本的背脊上刷一層稀薄的膠水或漿糊,乾燥後一本本地批開,以防書帖散落,然後進行訂書。
訂書
把書芯的各個書帖,運用各種方法牢固地連結起來,這一工藝過程叫做訂書。常用的方法有騎馬訂、鐵絲釘、線訂、膠粘訂等四種。
包封面
通過折頁、配帖、訂合等工序加工成的書芯,包上封面後,便成為平裝書籍的毛本。
包封面也叫包本或裹皮。手工包封面的過程是:折封面、書脊背刷膠、貼上封面、包封面、撫平等。現在除畸形開本書外,很少採用手工包封面。
機械包封面,使用的是包封機,有長式包封機和圓式包封機。
機械包封機的工作過程是:將書芯背朝下放入存書槽內,隨著機器的轉動,書芯背通過膠水槽的上方,浸在膠水中的圓輪,把膠水塗在書芯脊背部、靠近書脊的第一頁和最後一頁的訂口邊緣上。塗上膠水的書芯,隨著機器的轉動,來到包封面的部位,最上面一張封面被貼上在書脊背上,然後集中放入烘背機里加壓、烘乾,使楸稱秸䲁
平裝書籍的封面應包得牢固、平服,書背上的文字應居於書背的正中直線位置,不能斜歪,封面應清潔、無破損、折角等。
切書
把經過加壓烘乾、書背平整的毛本書,用切書機將天頭、地腳、切口按照開本規格尺寸裁切整齊,使毛本變成光本,成為可閱讀的書籍。
切書一般在三面切書機上進行。三面切書機是裁切各種書籍、雜誌的專用機械。三面切書機上有三把鋼刀,它們之間的位置可按書刊開本尺寸進行調節。
書刊切好後,逐本檢查,防止不符合質量要求的書刊出廠。
平裝聯動機
 裝訂
裝訂為了加快裝訂速度、提高裝訂質量,避免各工序間半成品的堆放和搬運,採用平裝聯動機訂書。
1.騎馬裝訂聯動機
騎馬裝訂聯動機也叫三在線上。它由滾筒式配頁機、訂書機和三面切書機組合而成。能夠自動完成套帖、封面折和搭、訂書、三面切書累積計數後輸出,配備有自動檢測質量的裝置。
騎馬裝訂聯動機,生產效率高,適合於裝訂64頁以下的薄本書籍,如期刊、雜誌、練習本等。但是,書帖只依靠兩個鐵絲扣連結,因而牢固度差。
2.膠粘訂聯動機
無線膠訂聯動機,能夠連續完成配頁、撞齊、銑背、鋸槽、打毛、刷膠、粘紗布、包封面、刮背成型、切書等工序。有的用熱熔膠粘合,有的用冷膠粘合。自動化程度很高,每小時裝訂數量高達7000冊,有的還要多。
 裝訂
裝訂精裝書的裝訂工藝
精裝書的封面、封底一般採用絲織品、漆布、人造革、皮革或紙張等材料,貼上在硬紙板表面作成書殼。
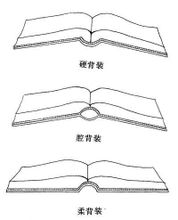
按照封面的加工方式,有書脊槽和無書脊槽書殼。書芯的書背可加工成硬背、腔背和柔背等,造型美觀、堅固耐用。
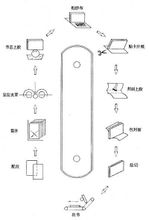
精裝書的裝訂工藝流程為: 書芯的製作→書殼的製作→上書殼
書芯的製作
書芯製作的前一部分和平裝書裝訂工藝相同,包括:裁切、折頁、配頁、鎖線與切書等。在完成上述工作之後,就要進行精裝書芯特有的加工過程。書芯為圓背有脊形式,可在平裝書芯的基礎上,經過壓平、刷膠、乾燥、裁切、扒圓、起脊、刷膠、粘紗布、再刷膠、粘堵頭布、粘書脊紙、乾燥等完成精裝書芯的加工。書芯為方背無脊形式,就不需要扒圓。書芯為圓背無脊形式,就不需要起脊。
1.壓平
壓平是在專用的壓書機上進行,使書芯結實、平服,提高書籍的裝訂質量。
2.刷膠
用手工或機械刷膠,使書芯達到基本定型,在下道工序加工時,書帖不發生相互移動。
3.裁切
對刷膠基本乾燥的書芯,進行裁切,成為光本書芯。
4.扒圓
由人工或機械,把書脊背脊部分,處理成圓弧形的工藝過程,叫做扒圓。扒圓以後,整本書的書貼能互相錯開,便於翻閱,提高了書芯的牢固程度。
5.起脊
由人工或機械,把書芯用夾板夾緊加實,在書芯正反兩面,接近書脊與環襯連線的邊緣處,壓出一條凹痕,使書脊略向外鼓起的工序,叫做起脊,這樣可防止扒圓後的書芯回圓變形。
6.書脊的加工
加工的內容包括:刷膠、粘 書籤帶、貼紗布、貼堵頭布,貼書脊紙.
貼紗布能夠增加書芯的連結強度和書芯與書殼的連結強度。
堵頭布,貼在書芯背脊的天頭和地腳兩端,使書帖之間緊緊相連,不僅增加了書籍裝訂的牢固性,又使書變得美觀。
書脊紙必須貼在書芯背脊中間,不能起皺、起泡。
書殼的製作
書殼是精裝書的封面。書殼的材料應有一定的強度和耐磨性,並具有裝飾的作用。
用一整塊面料,將封面、封底和背脊連在一起製成的書殼,叫做整料書殼。封面、封底用同一面料,而背脊用另一塊面料製成的書殼,叫做配料書殼。
作書殼時,先按規定尺寸裁切封面材料並刷膠,然後再將前封、後封的紙板壓實、定位(稱為擺殼),包好邊緣和四角,進行壓平即完成書殼的製作。由於手工操作效率低,現改用機械制書殼。
製做好的書殼,在前後封以及書背上,壓印書名和圖案等。為了適應書背的圓弧形狀,書殼整飾完以後,還需進行扒圓。
上書殼
把書殼和書芯連在一起的工藝過程,叫做上書殼,也叫套殼。
上書殼的方法是:先在書芯的一面襯頁上,塗上膠水,按一定位置放在書殼上,使書芯與書殼一面先粘牢固,再按此方法把書芯的另一面襯頁也平整地粘在書殼上,整個書芯與書殼就牢固地連結在一起了。最後用壓線起脊機,在書的前後邊緣各壓出一道凹槽,加壓、烘乾,使書籍更加平整、定型。如果有護封,則包上護封即可出廠。
精裝書,裝訂工序多,工藝複雜,用手工操作時,操作人員多、效率低。目前採用精裝聯動機,能自動完成書芯供應、書芯壓平、刷膠烘乾、書芯壓緊、三面裁切、書芯扒圓起脊、書芯刷膠粘紗布、粘卡紙和堵頭布、上書殼、壓槽成型、書本輸出等精裝書的裝訂工藝。
我國生產的JZX-01型精裝書籍裝訂自動生產線由供書芯機、書芯壓平機、刷膠烘乾機、書芯壓緊機、書芯堆積機、三面切機、扒圓起脊機、輸送反轉機、書芯貼背機、上書殼機、壓槽成型機等單機,按上述順序排列組成。
豪華裝。豪華裝也叫藝術裝。豪華裝的書籍類似精裝,但用料比精裝更高級,外形更華麗,藝術感更強。一般用於高級畫冊、保存價值較高的書籍。主要用手工操作完成。
線裝書的裝訂工藝
線裝書是用線把書頁連封面裝訂成冊,訂線露在外面的裝訂方式。線裝書加工精緻,造型美觀,具有我國獨特的民族風格。
線裝書全用手工裝訂,工藝流程為: 理紙開料→折頁→配頁→散作齊欄→打眼→串紙釘→粘面貼籤條→切書→串線訂書→印書根
理紙和開料
線裝書所用紙質軟而薄,理紙困難。因此,將印張理齊,再按照折頁的方法進行裁切。
折頁
線裝書的書頁,一面印有圖文,一面是空白,書頁對摺後圖文在外,占2個頁碼。有的書頁在折縫印有“魚尾”標記,折頁時將魚尾標記摺疊居中,版框也就對準了。
配頁
先把頁碼理齊,然後逐貼配齊。配頁時,一邊配頁,一邊毛查,防止多帖、漏帖、錯帖現象發生。
散作、齊欄
將書頁逐張理齊,使書頁達到齊正的工藝操作,稱之為“散作”。逐張拉齊欄腳的過程叫“齊欄”。
打眼
線裝書要打兩次眼。第一次在書芯打2個紙釘眼,用來串紙釘定位。第二次是打線眼,是書芯與封面配好,並粘牢,再經三面裁切 成光本書後,打四個或六個眼。
串紙釘
串紙釘是線裝書裝訂的特有工序。紙釘用長方形的連史紙切去一角製成。紙釘穿進紙眼後,紙釘彈開,塞滿針眼,達到使 散頁定位的目的。
串紙釘時,紙釘的頭與尾需露在書芯的外面並且要攤平。
粘面、貼籤條
線裝書的封面、封底是由兩張或三張連史紙裱制而成。粘面時,先把少量的膠粘液塗在紙釘的頭尾部分,然後將封面、封底粘在正確的位置上。
線裝書的封面,一般為水青色或玉青色,封面的左上角貼有印好書名的籤條,籤條的設計及貼上的位置,對書籍的造型有一定的影響。
切書
一部由多冊組成的書,將各冊依次配成整部,再利用三面切書機裁切成為光本,這樣就減少了整部書的裁切誤差。
串線訂
線裝書的串線方式繁多。使用最多的是絲線,其次是錦綸線。
訂好的書,要求平整、結實、線結不能外露,應放在針眼裡。
印書根
在書籍的地腳切口部分印書名、卷次和冊數字樣,以便於查找。
裝訂方式
騎馬訂
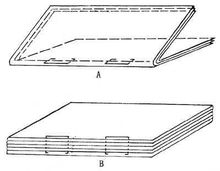
用騎馬訂書機,將套帖配好的書芯連同封面一起,在書脊上用兩個鐵絲扣訂牢成為書刊。採用騎馬訂的書不宜太厚,而且多帖書必須套合成一整帖才能裝訂(參看圖7-7A)。
 裝訂
裝訂鐵絲平訂
用鐵絲訂書機,將鐵絲穿過書芯的訂口,叫做鐵絲平訂
 裝訂
裝訂鐵絲平訂,生產效率高,但鐵絲受潮易產生黃色銹斑,影響書刊的美觀,還會造成書頁的破損、脫落,適合訂100頁以下的書刊。
鎖線訂
將配好的書帖,按照順序用線一帖一帖的串聯起來,叫做鎖線訂。常用鎖線機進行鎖線訂。鎖線訂有平鎖兩種方式。
鎖線訂可以訂任何厚度的書,牢固、翻閱方便,但訂書的速度較慢。
膠粘訂
用膠粘劑將書帖或書頁粘合在一起製成書芯。一般是把書帖配好頁碼,在書脊上鋸成槽或銑毛打成單張,經撞齊後用膠粘劑將書帖粘結牢固。
膠粘訂的書芯,可用於平裝,也可以用於精裝。
裝訂資料庫Bindery
裝訂檔案是NetWare 4.x之前的NetWare 作業系統的資料庫檔案,保存伺服器的安全、記賬、名字管理信息。它具有如下功能與特點:
網路上每個伺服器維護各自的裝訂檔案。
裝訂檔案包括對象記錄。對象是伺服器實體,例如用戶、組和伺服器名字。
對象的屬性稱作“特性”。內容有口令、帳戶限制、記賬平衡、組員等。
特性的值保存在獨立但相關的檔案中。
裝訂檔案包括SYS:SYSTEM目錄下的兩個檔案:
NET$BIND.SYS保持有裝訂對象及特性信息。
NET$BVAL.SYS保持有特性的值。
裝訂檔案是隱含的,備份者必須檢查它們是否被備份了。另外還可以單獨對它們進行備份。
裝訂檔案對NetWare的操作非常重要,並且常常被引用。SYS:SYSTEM目錄以及其中的裝訂檔案應該位於最快的驅動器上,或者常駐Cache記憶體中。這需要保證伺服器的記憶體足夠大。
裝訂檔案中的對象具有對象類型碼,這些編碼標識對象的類別。通過相應的 應用程式,用戶可以訪問裝訂類型表,根據給定的名字查詢相應的對象。這採用的是4位元組ID碼,一旦找到,對象的屬性值用於確定對系統的訪問或者能發生的動作類型。
裝訂檔案有兩個相關的NetWare實用程式:BINDFIX.EXE用於修復損壞的裝訂檔案;BINDREST.EXE在BINDFIX.EXE修復不成功時,恢復裝訂檔案到修復前的狀態。
