
正文
20 世紀初,滿足裝訂各項工藝的單機相繼出現,逐步構成完整的裝訂工場設備。40 年代以來, 書籍裝訂生產線迅速發展。在平裝生產線方面,瑞士米勒馬蒂尼公司於1951年設計製造了無線膠訂機。精裝生產線、騎馬訂生產線也日趨完善。這些生產線(流水作業線)從單機完成某一項工藝上的結合發展到機械聯動,進而實現自動化。根據裝訂工藝的不同,可分為平裝、騎馬訂裝、精裝 3種裝訂聯動機。平裝聯動機按照主機訂書芯工藝方法可分為鐵絲( 有線)平訂、無線膠粘裝訂、熔接裝訂法3種。①鐵絲平訂聯動機從配頁開始,經撞齊後進行刷膠、烘乾,再經壓實、訂書、刷膠、包封面、刮背等工序。其間對多帖、少貼、無書芯能自動檢測剔除而不停機,當無書芯時不送封面,對無封面的書芯不予刷膠等。②無線粘膠裝訂聯動機可根據使用者的要求進行組合,能依次完成配頁、粘襯頁、 振齊、 夾緊書芯、銑背、鋸槽、刷膠、粘紗布或卡紙、刷第 2次膠、 進封面、 包封面、刮背、燙背、書脊成型、分切(剖雙聯)、三面切書、堆積計數、出書等全部或部分工序。安裝使用都比較靈活,可以手工進給或由電動升降鉗把成堆的書帖準確地安放在書帖台上,完成平裝書籍的全部裝訂過程。③熔接裝訂法是美國於80年代研製出的,所用紙張在製紙過程中使用熱融性樹脂材料進行加工處理。裝訂時,紙張訂口部分被高強能源(如直接加熱、紅外線高頻波、超音波等)加熱,使樹脂熔融,從而將需要裝訂的紙張焊接在一起,而無需使用粘接劑、線、鐵絲等材料,裝訂牢度好,且書本易於平坦攤開,但未廣泛使用。
 裝訂聯動線
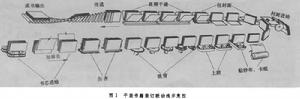
裝訂聯動線精裝聯動機用以裝訂精裝書籍等的專用設備。工藝過程是首先由供書芯機構把經過鎖線或膠粘好的毛本書芯自動逐本傳送給壓平機,進行分步加壓,使書芯初步壓緊平服, 再通過振動站使書芯逐本排列整齊後夾緊,送到刷膠裝置上均勻地給書背刷上液體粘膠劑,並立即經輻射熱烘乾,繼而進入書芯壓緊機的數個工位,逐漸加壓,使書芯厚度一致,以便與書殼配合適應,然後送入堆積機。書芯按一定本數(厚度)堆疊後,送入三面切書機按一定規格裁切成光本書芯,隨即對書芯的書背順序進行扒圓、起脊、書背上膠、貼紗布、貼背襯、貼頂帶;再將平背或扒圓起脊的書脊兩側刷膠,套上經過整型並壓好折線的書殼;最後通過成型站和加壓站,進行壓槽成型,完成精裝書的全部加工工序。
 裝訂聯動線
裝訂聯動線