
簡介
線上測量,原本指的是在工業生產線上進行的測量。後來,隨著時代的前進和現實需求的不斷提高,逐漸突破了傳統的範疇,擴展為包括工程和科學研究乃至生活過程中所進行的一切實時或準實時測量。
在相當長的歷史時期內,測量基本上是靜態的,即被測對象在測量過程中不變化或沒有明顯的變化;同時,測量大多是“離線”的,而不是“線上”的,即不是在生產、科研或工程進行過程中實現的。隨著時代的前進,這種傳統的測量方式已越來越不能滿足科技、生產和社會發展的需要。比如,對於工業生產,離線的靜態測量只能對原材料、零部件和成品分別進行檢測,而對生產加工過程則無能為力。如果能在生產線上對生產過程加以監測,即進行所謂“線上測量”,則不僅可以降低消耗、減少成本、增加產量、提高效益,而且還可以保證產品的質量、增強產品的競爭力。另外,線上測量還能隨時監測和診斷甚至進而排除生產設備的潛在故障,使生產系統處於最佳的運行狀態。
對於科研、醫療保健和國防等諸多領域,線上測量同樣具有相當重要的意義。例如,在新材料的研究中,對相變過程的檢測便需要線上測量;在醫療診斷過程中,用攜帶型動態心電監護儀檢測心臟的活動情況,也屬於線上測量;在火箭的發射和運行中,對其推力、軌道參數等的監測和控制,更需要線上測量。
國際上,上60年代後期開始,線上測量便引起了人們的關注。這一方面是由於科技、生產和社會發展的需要,尤其是質量和效益的挑戰;另一方面則是由於感測器技術、微型計算機技術、自動控制技術和圖像識別技術等的進展,未線上測量的實現提供了必要的條件。1974年召開的第一次線上測量國際會議,進一步引起了全世界各國的普遍關注,對線上測量技術的開發與套用起了有力作用。近年來,除繼續召開專門的線上測量國際會議外,幾乎所有計量測試、儀器儀表方面的會議,都不同程度的涉及到線上測量,有些甚至明確的將線上測量列為重要的議題。
如今,線上測量技術已經成為現代計量測試的一個重點發展領域,不斷取得新的進展,對科技、生產和社會的發展將會產生更加顯著的影響。
鑽井液性能自動化線上測量研究
簡介
鑽井作業尤其是海洋鑽井成本很高,有必要對施工細節進行最佳化。鑽井液在鑽井中的作用極為關鍵,具有攜帶岩屑、穩定井壁和傳輸信號等諸多功能。近50年來,鑽井液性能控制一直受到業內人士的關注,在井下和地面對幾個鑽井參數進行線上測量能夠預測並診斷施工中出現的問題。鑽井自動化已成為現實,如自動化裝卸鑽桿、控制起下鑽操作等,但鑽井液性能數據主要來自於人工測量,鑽井液樣品要經過收集、運輸、處理及分析,然後才得到性能報告。人工測量不利於分析流體特性中預期問題的影響,而且還不能正確表征溫度和壓力對鑽井液性能的影響。隨著鑽井自動化的不斷發展,在大多數的海洋鑽井中都配備有實時井下感測器,從而可使用實時診斷系統預測井下複雜情況。2008年,saasen等用自動化鑽井流動迴路進行了一項試驗,所用感測器為自行研發或由供應商處購入。試驗過程中採集到了一些線上數據,包括鑽井液流變性、電穩定性、濾失量、密度、硫化氫濃度、pH值、固相含量和粒徑分布。研究發現,基於振動銷或超聲衰減的簡單黏度計不能在預期的剪下速率下準確地測量流體的黏度,電穩定性測量需要專門研發的設備。用科里奧利裝置測量了密度,而懸浮固體顆粒濃度是通過離線裝置採用X射線技術確定的,並與使用固相蒸餾儀的API方法獲得的結果進行了對比,為後續研究奠定了基礎。2010年,Broussard等進行了鑽井液性能自動化測量現場研究,利用振動U型技術和庫艾特黏度計分別測量了密度和黏度,並與標準儀器離線狀態下測得的結果進行了對比,結果表明,兩種測量值在一定的誤差範圍內是一致的。2011年,Miller等提供了一口井鑽井過程中獲得的鑽井液密度和黏度實時數據,分析認為,鑽井監測過程中,實時線上數據質量得到提高。為了真正實現鑽井液性能現場自動化線上測量,里約聯邦農業大學與巴西國家石油公司的研究人員利用專門開發的大型自動化鑽井液流動迴路系統進行了大量試驗,線上測量了流變性、密度、油水比、電穩定性(油基鑽井液)、電導率(水基鑽井液)和粒度分布等性能,並通過與離線測量值對比評價了線上感測器。結果表明,線上測量值與離線測量值基本相符,為油田現場套用提供了大量寶貴的數據。
試驗裝備
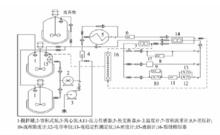
為了對現有的或新設計的鑽井液性能線上測量感測器進行測試,里約聯邦農業大學與巴西國家石油公司合作,專門設計開發了大型自動化鑽井液流動迴路系統。該系統由管線、2台泵、3個罐、測試儀器和監控系統組成,罐體積為500L,可實時監測返出鑽井液的溫度、壓力和體積流量,測量鑽井液的流變性、密度、電穩定性、電導率和固相含量,並可在較大範圍內對不同作業條件下的感測器進行評估。
 線上測量
線上測量1、流變性測量儀
原始的流程黏度計是Brookfield公司生產的庫艾特黏度計TT-100,該黏度計與FANN35A黏度計一樣,能在6種不同的剪下 速率下工作。該黏度計工作壓力為0.1014~1.5207Mpa,最高工作溫度160°C,體積流量1~3m /h,主要局限性是固體懸浮物的尺寸,允許固體顆粒的最大直徑是1mm。
2、密度測量儀
Metroval公司生產的科里奧利密度計以科里奧利力為基礎,不僅能測量密度,還能測量質量流量。該密度計局限性也是固體顆粒的尺寸,允許固體顆粒的最大直徑是1mm,並且流體中必須不含氣體或氣泡。
3、電導率和乳液穩定性測量儀
按照離線標準儀器(FANN 25D)的技術設計,製作了一個專門的感測器樣機(EEON)。該樣機原理:監視器產生特定的信號並傳送到信號放大器,放大的信號被傳送到浸入在管路中的探針,由於電壓產生電流,樣機信息通過模擬信號返回到監視器。樣機的結構可以被靈活地調整並改變信號的各個方面,如形式、頻率、幅度、電壓升高速率等,從而使用戶能夠探索不同類型電信號對最終電壓值的影響。
結論
1)鑽井液流變性、密度、電穩定性和電導率以及固相顆粒質量濃度線上評估表明,測量結果與常規離線測量結果基本相符。
2)根據線上評估結果,認為線上感測器可用於油田現場,進行鑽井複雜問題的自動化診斷。
3)為了在將來實現鑽井自動化,建議對更多的感測器進行線上評估並進行現場試驗,以滿足現場套用的需要。
環形機匣線上測量技術
簡介
在航空製造業快速發展的今天,新產品研製的種類越來越多,企業不但追求研製進度和成本,而且更加注重以產品質量來贏得競爭的主動權,這一領域對加工精度和效率提出了越來越高的要求。企業多在成品檢驗和工序結束環節配備了三座標測量機進行質量控制,即離線檢測。而在工具機上使用機載測頭進行線上測量,既可方便工件的裝夾找正,又可減少工件的周轉和因超差返修造成的多次裝夾時間。同時增加中間環節的質量控制手段,減少了某些特殊工裝的設計和製造,可以大大縮短輔助時間,提高生產效率,提高產品的一次合格率,既降低了生產成本,又加快了新產品研製的速度。根據測量結果自動生成誤差補償數據反饋到數控系統,保證工件的加工尺寸和精度,是提高數控工具機加工精度和自動化水平的有效方法之一功能套用。
功能
1)線上測量
空間尺寸的測量,機匣殼體外環凸台平面至零件迴轉中心距離尺寸的測量,徑向凸台至中心尺寸4510-0.1(4處),將實測 Z 值通過 R 參數讀取,驗證測量程式正確性。以往在加工的過程中要測量至中心尺寸,需要使用百分表打表檢查,先測量轉盤中心或者轉盤邊緣做為參考基準在打表測量凸台尺寸,最後換算出零件至中心尺寸。通過線上測量,使用線上測量點測量程式可以直接測量出至中心尺寸,提高了測量的效率,大大簡化了工人的操作難度。
2、刀長補償功能
通過使用線上測量功能,可以對零件加工位置的實際狀態進行測量。可以通過銑刀試切後線上測量並通過指令L766將測量值直接補償至某刀具長度中,對加工過程中由於刀具磨損較大而影響零件加工尺寸的可以通過該方法及時對刀長以及刀半徑進行補償 ;如果零件尺寸誤差是由零件本身狀態不好所影響的,可以通過線上測量程式測量實際值並設定 R參數,在將 R參數帶入到實際加工程式中的加工方式,實現刀長補償功能,實現對零件局部尺寸的精確調整與加工。
在航空製造業快速發展的今天,新產品研製的種類越來越多,企業不但追求研製進度和成本,而且更加注重以產品質量來贏得競爭的主動權,這一領域對加工精度和效率提出了越來越高的要求。通過 STC1600工具機線上測量功能開發,掌握了基於工具機的典型特徵的線上測量方法,並套用線上測量對加工中的刀具進行補償,實現了線上測量對實際加工的反饋機制。根據測量結果自動生成誤差補償反饋到數控系統,保證工件尺寸精度及批量加工尺寸的一致性。在數控工具機上進行線上檢測是提高數控工具機自動化加工水平和保證工件加工精度的有效方法之一。
線上測量設備的電氣安全
高精度的工件加工越來越多。手工測量工件,人工成本高,測量的誤差大,測量精度達不到要求。高精密度設備操作複雜,檢測效率低。因此,催生了線上測量設備。線上測量設備是在不改變或少量改變生產工藝設備的情況下。進行增設加裝的。這就要求設備的電氣要適用於各種不同的套用場景。電氣安全是關係到人員安全、設備好壞、生產是否能正常進行的大事,要作為重中之重抓起、抓緊。要求人們不但要有防範各種電氣危險因素,消除電氣事故隱患,防止電氣安全事故的發生,更為有效保障人們的生命和財產免受損失。
非標線上測量設備的事故分類
1、觸電事故
人身觸及帶電體(或過分接近高壓帶電體)時,由於電流流過人體而造成的人身傷害事故。觸電事故是由於電流能量施於人體而造成的。
2、雷電和靜電事故
局部範圍內暫時失去平衡的正、負電荷,在一定條件下將電荷的能量釋放出來,對人體造成的傷害或引發的其他事故。雷擊常可摧毀建築物,傷及人、畜,還可能引起火災。靜電放電的最大威脅是引起火災或爆炸事故,也會造成對人體的傷害。
3、射頻傷害
電磁場的能量對人體造成的傷害,亦即電磁場傷害。在高頻電磁場的作用下,人體因吸收輻射能量,各器官會受到不同程度的傷害,從而引起各種疾病。除高頻電磁場外,高壓的高強度工頻電磁場也會對人體造成一定的傷害。
4、電路故障
電能在傳遞、分配、轉換過程中,由於失去控制而造成的事故。線路和設備故障不但威脅人身安全,而且會嚴重損壞電氣設備。以上四種電氣事故,以觸電事故最為常見。但無論哪種事故,都是由於各種類型的電流、電荷、電磁場的能量不適當釋放或轉移造成的。在非標線上測量設備設計、安裝、維護中應充分分析電氣事故原因,採用一切可以套用的方法去杜絕和減少事故的發生。
避免常見觸電事故的措施
觸電事故是常見的,占電氣事故的大部分,因此,研究和探討觸電事故的規律和預防措施是十分必要的。為有效防止觸電事故,既要有技術措施又要有組織管理措施,歸納起來有以下幾個方面:
1、防止接觸帶電部件
最常見、最常用的安全措施有絕緣、屏護和安全間距。就防止電擊而言,屏護和間距屬於防止直接接觸電擊的安全措施。此外,屏護和安全間距還是防止短路、故障接地等電氣事故的安全措施之一。
2、防止電氣設備漏電傷人
保護接地和保護接零,是防止間接觸電的基本技術措施。
3、保護接地
即將正常運行的電氣設備不帶電的金屬部分和大地緊密連線起來。其原理是通過接地把漏電設備的對地電壓限制在安全範圍內,防止觸電事故。保護接地適用於中性點不接地的電網中,一般設備接地電阻不大於4歐。
4、保護接零
在380/220V三相四線制供電系統中,把用電設備在正常情況下不帶電的金屬外殼與電網中的零線緊密連線起來。其原理是在設備漏電時,電流經過設備的外殼和零線形單相短路,短路電流燒斷保險絲或使自動開關跳閘,從而切斷電源,消除觸電危險。保護接零適用於電網中性點接地的低壓系統中。
5、採用安全電壓
IEC提出,由相應的預期接觸電壓、時間曲線,得出,在乾燥條件下接觸電壓不大於50V時,人體不致發生心室纖顫,因此規定了特低電壓不超過50V,安 全特低電壓不超過42V。我國標準《安全電設備與自動化壓》(GB 3805—83)規定我國安全電壓額定值的等級為42 V、36 V、24 V、12 V和6 V,應根據作業場所、操作員條件、使用方式、供電方式、線路狀況等因素選用。非標線上測量設備,除了電源供電外,設備中的控制迴路和主迴路均優先採用相應等級的安全電壓,是防止發生觸電傷亡事故的根本性措施。通常採用24V電源進行供電。
6、安裝漏電保護裝置
漏電保護裝置,又稱觸電保全器。在低壓電網中發生電氣設備及線路漏電或觸電時,它可以立即發出報警信號並迅速自動切斷電源,從而保護人身安全。漏電保護裝置按動作原理可分為電壓型、零序電流型、泄漏電流型和中性點型四類。其中,電壓型和零序電流型兩類套用較為廣泛,非標線上測量設備中通採用電流型,常用於電源進向側保護。
7、合理使用防護用具
在特殊的非標線上測量電氣作業中,合理匹配和使用絕緣防護用具,對防止觸電事故,保障操作人員在生產過程中的安全健康具有重要意義。
8、實施安全用電組織措施
防止觸電事故,技術措施十分重要,組織管理措施亦必不可少。其中,包括制定非標線上測量設備電氣安全使用說明書,對操作人員進行安全用電檢查、教育和培訓,組織事故分析案等。
