 熱壓燒結
熱壓燒結定義:將乾燥粉料充填入模型內,再從單軸方向邊加壓邊加熱,使成型和燒結同時完成的一種燒結方法。
熱壓燒結的特點:熱壓燒結由於加熱加壓同時進行,粉料處於熱塑性狀態,有助於顆粒的接觸擴散、流動傳質過程的進行,因而成型壓力僅為冷壓的1/10;還能降低燒結溫度,縮短燒結時間,從而抵制晶粒長大,得到晶粒細小、緻密度高和機械、電學性能良好的產品。無需添加燒結助劑或成型助劑,可生產超高純度的陶瓷產品。熱壓燒結的缺點是過程及設備複雜,生產控制要求嚴,模具材料要求高,能源消耗大,生產效率較低,生產成本高。
將熱壓作為製造製品的手段而加以利用的實例有:氧化鋁、鐵氧體、碳化硼、氮化硼等工程陶瓷。
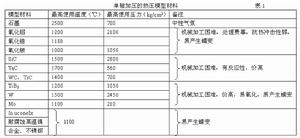
熱壓設備:常用的熱壓機主要由加熱爐、加壓裝置、模具和測溫測壓裝置組成。加熱爐以電作熱源,加熱元件有SiC、MoSi或鎳鉻絲、白金絲、鉬絲等。加壓裝置要求速度平緩、保壓恆定、壓力靈活調節,有槓桿式和液壓式。根據材料性質的要求,壓力氣氛可以是空氣也可以是還原氣氛或惰性氣氛。模具要求高強度、耐高溫、抗氧化且不與熱壓材料黏結,模具熱膨脹係數應與熱壓材料一致或近似。根據產品燒結特徵可選用熱合金鋼、石墨、碳化矽、氧化鋁、氧化鋯、金屬陶瓷等。最廣泛使用的是石墨模具。
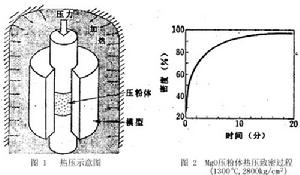
現以氮化矽為例。在氮化矽粉末中,加入氧化鎂等燒結輔助劑,在1700℃下,施以300公斤/cm2的壓力,則可達到緻密化。在這種情況下,因為氮化矽與石墨模型發生反應,其表面生成碳化矽,所以在石墨模型內塗上一層氮化硼,以防止發生反應,並便於脫模。使用這種脫模劑時,在熱壓情況下須時時注意。另外,模型材料與試料的膨脹係數之差在冷卻時會產生應力,這一點極為重要。Si3N4-Y2O3-Al2O3系物質,在熱壓下也可獲得高強度燒結體。