熔體紡絲
正文
又稱熔融紡絲,簡稱熔紡。是將聚合物加熱熔融,通過噴絲孔擠出,在空氣中冷卻固化形成纖維的化學纖維紡絲方法。用於熔體紡絲的聚合物,必須能熔融成粘流態而不發生顯著分解。聚酯纖維、聚醯胺纖維和聚丙烯纖維都可採用熔體紡絲法生產。熔體紡絲工藝(見圖)主要包括:成纖聚合物在螺桿擠出機中加熱熔融,熔體通過計量泵從噴絲孔擠出形成細流,熔體細流冷卻固化,絲條經上油和卷繞,被拉伸變細而得纖維。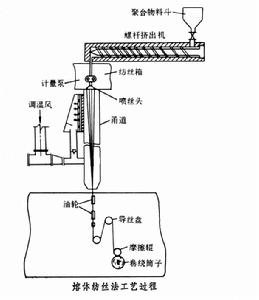 熔體紡絲
熔體紡絲
熔體紡絲又稱熔融紡絲,簡稱熔紡。是將聚合物加熱熔融,通過噴絲孔擠出,在空氣中冷卻固化形成纖維的化學纖維紡絲方法。熔體粘度和溫度是熔體紡絲的主要工藝參數。
熔體紡絲熔體複合紡絲即在熔體紡絲的基礎上制的複合纖維的一種方法,制的的纖維橫截面上有兩種或兩種以上不同的聚合物。
包括紡絲熔體或溶液的製備、纖維成形和卷繞以及後處理過程。後處理過程則有初生纖維的拉伸、熱定形到成品包裝等一系列工序。
化學纖維紡絲 正文 配圖 相關連線液晶紡絲是20世紀70年代發展起來的一種新型紡絲工藝,可以獲得斷裂強度和模量極高的纖維。液晶紡絲的特點是紡絲的溶液或熔體是液晶。將具有各向異性的液晶溶液...
簡介 特點紡絲泵是化學纖維紡絲機的重要組件,又稱計量泵。它能對高分子聚合物溶液或熔體精確計量並將其均勻地輸送到噴絲頭上,用以控制紡絲溶液或熔體送至噴絲頭的流量,從...
基本資料 簡介 類型 特點 組成紡絲螺桿用是將固體高聚物切片輸送、混合、熔融成熔體並定量地擠出。為了提高熔體的均勻性,可在螺桿的頭部加裝“魚雷頭”或混合頭以增加混和作用。
紡絲螺桿 正文 配圖 相關連線濕法紡絲是化學纖維主要紡絲方法之一,濕紡包括的工序是:(1)製備紡絲原液;(2)將原液從噴絲孔壓出形成細流;(3)原液細流凝固成初生纖維;(4)初生纖維卷裝。
濕法紡絲 正文 配圖 相關連線乳液紡絲,把某種難於用溶液或熔體紡絲成纖的高聚物分散在易成纖的載體中,形成均勻的紡絲乳液,藉助於載體製成的纖。
乳液紡絲 正文 配圖 相關連線熔體壓力感測器主要用於高溫條件下熔融物質的壓力測量與控制。熔體壓力感測器廣泛套用於化纖塑膠、紡絲、聚酯、橡塑機械等設備的高溫流體介質的壓力測量與控制。
概述 工作原理 感測器的安裝 感測器的拆除 安裝位置