設備性能
推焦目前,國內大部分冶金企業推焦車的推焦機和平煤機構還在延用傳統的LK主令手動控制,這樣的控制方法為人工操作、受人為影響較大、精度低,推焦存在一些不可克服的缺點,已越來越不能滿足煉焦工藝的要求。ZNLK-I系列智慧型主令控制器是我公司經過數年努力而研製的一種新型智慧型主令控制器,它具有運行可靠、回響速度快、解析度高、調整方便迅速、可在運行中調整、全數字顯示、遠程通訊、多種保護功能等優點。1、運行可靠:該裝置由先進、可靠的可程式序控制器(PLC)與絕對型鏇轉編碼器組成,通過鏇轉編碼器產生的位置碼實現對現場物體位移的檢測,然後經PLC解碼、運算、分析,以產生不同的控制信號和各種保護輸出,可有效防止推焦桿過勁脫離齒輪掉入炭化室。
2、回響速度快:該智慧型主令由於採用可程式序控制器進行控制,因此其回響速度非常快,回響速度可達微秒級。
3、解析度高:該智慧型主令的解析度可以達到毫米級,精確度非常高,能夠適應需要精確定位和精確限位控制的場合。
4、調整方便迅速:該智慧型主令的調節無需任何工具,僅需對TD200操作面板操作,即可達到調整的目的,熟練的操作者只需幾秒鐘即可完成。
5、可在運行中調整:該主令控制器可在設備運行狀態中進行調整,設備不必停止即可對控制信號的輸出位置通過TD200操作面板進行微調。
6、全數字顯示:在被控物體運行期間可以方便地從操作面板TD200上觀察出其所處的位置。
7、遠程通訊:該主令具有遠程通訊功能,可以直接和其它控制系統(如:PLC系統、工業控制網路系統)相連線。
8、保護功能齊全:該主令設有過速保護和零速保護。當推焦桿失控,超過一定速度時,該主令即可發出停止信號,以避免發生故障。當機械等傳動部分故障造成電機啟動而推焦桿零速(或主令零速)時,該主令也能進行保護。
技術參數
電壓/頻率範圍:85-264VAC,47-63Hz瞬時衝擊電流:264VAC時,峰值20A
電源隔離:變換器,1500VAC,1分鐘
輸出類型:繼電器,乾接點(PLC本身繼電器)
最大負載電流:2A/點(PLC本身繼電器輸出)
絕緣電阻:≥100MΩ
開關延遲:最大10ms
壽命:10,000,000次
額定負載時100,000次
接點阻值:不大於200mΩ
輸出隔離:線圈對接點:1500VAC,1分鐘
接點對接點:1500VAC,1分鐘
功耗:9W
輸出點數:10(標準)
依據標準:UL508,CSAC22.2142
FM類1,區2VDE0160CE
輸入:14點,提供備用輸入6點(標準)
15-30VDC時:ON狀態最小4mA,OFF狀態最大1mA,回響時間0.2ms
輸出:10/18點(可選)
記憶功能:EEPROM(寫入壽命10萬次)
主控單元到現場單元距離:僅使用編碼器自帶電纜時,小於2.5米(如主控
單元到現場單元距離較遠,可以另外敷設電纜)
三、工作原理
在主令工作時,由受控設備通過現場變送單元的傳動機構帶動編碼器一起鏇轉,編碼器產生一系列位置碼並送到可程式序控制器(PLC)的輸入端,在PLC內部進行解碼、累加等數學運算處理,同時與操作面板TD200中可調的設定參數相比較,在合適的位置發出相應的控制信號,從而達到控制機器動作的目的。
數字概念:(受控設備以推焦桿為例)
推焦桿運行的同時,減速機同步帶動編碼器鏇轉,反映到PLC的是一系列的編碼,推桿在整個行程中任一位置都在PLC中有一個相對於“原點”的編碼,這些編碼按十進制整數連續排列(-32767——+32767之間),這些編碼都反映了推焦桿當前位置與原點之間的距離關係(點數),也就是用數字反應了推焦桿在行程上的實際位置,通過精度(mm/點)可以計算出當前位置距原點位置的米數。
可以理解為一個水平的坐標軸,以“原點”為坐標原點,從小到大範圍是-32767到+32767。
“原點”:(相當於一個坐標原點)是一個參考點,對應推桿在整個行程中一個具體的物理位置,在PLC中的編碼為“0”,根據需要可以把推桿在行程中任一位置的編碼改為0,設定為原點(一般可把開始推焦時推焦桿的起始位置設為原點),推焦桿的“當前位”及其他設定的限位都以“原點”為參考點。當“原點”所對應的實際物理位置變化時,“當前位”及其它限位所反映的實際物理位置都會發生相應變化。
“當前位”:推焦桿所在實際位置對應的編碼我們稱之為推焦桿的“當前位”,它反映了推焦桿當前所在行程上以參考點“原點”為坐標的位置(編碼數)。
如推焦桿在“原點”位置時對應的編碼是“0”,我們稱“當前位”是“0”,相對“原點”的距離是0點;推焦桿運行到中間時,對應的編碼是“1500”,也就是與原點“0”的距離是1500個點。推焦桿在運行當中對應的編碼連續變化,“當前位”也隨之不斷變化。
“當前位”具體反映了推焦桿距參考點“原點”的實際位置。
精度計算:如推焦桿在最後面時“當前位”是0,最前面是3000,推焦桿整個行程是:3000個點。如推焦桿實際物理行程從最後面(“原點”的對應位置)到最前面(到“當前位”為3000點對應的位置)是14米,則每個點對應:14000mm/3000≈5mm,也就是“當前位”每增加1個點,推焦桿實際運行約5mm;每減少1個點推焦桿反向運行約5mm。主令精度就是5mm/點。
限位區間:“當前位”編碼在某一範圍內時,主令控制器輸出一個狀態(接通或斷開),參與系統控制或連鎖,起到限位的作用,這一範圍用兩個數字表示。如:Q0.0設為“10->1100”(10到1100為一區間)時,則“當前位”編碼在10到1100的區間範圍內時(如:“當前位”是20時)Q0.0接通,不在這一範圍內時Q0.0斷開。
區間是指從小到大的一個數字區間:設定為“1->100”,表示一個從“1”到“100”的一個數字區間。
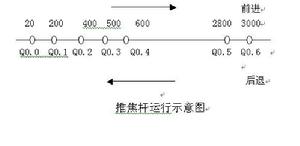
下例中Q0.0、Q0.1、Q0.2、Q0.3、Q0.4、Q0.5、Q0.6分別假設為系統中的後限位、後減速、導焦柵後退、爐前減速、爐前暫停、前減速、前限位使用。
當推焦桿從後限位以高速運行,“當前位”編碼連續增加,當“當前位”編碼上升大於400以後“導焦柵後退”限位Q0.2對應接點閉合,控制系統控制推焦桿繼續前進,“當前位”編碼繼續增加,”爐前減速”Q0.2、”爐前暫停”Q0.3兩輸出點依次閉合;當“當前位”大於2800時,“前減速”限位Q0.5對應接點閉合,控制系統控制推焦桿為低速運行;當“當前位”大於3000時,前限位Q0.6對應接點閉合,控制系統控制推焦桿停止。
當推焦結束推焦桿回退時以高速運行,“當前位”小於200時,“後減速”限位Q0.1對應接點閉合,推焦桿被控制為低速運行,推焦桿繼續後退,“當前位”小於20時,Q0.0對應接點閉合,推焦桿停止運行。
設備性能
目前,國內大部分冶金企業推焦車的推焦機和平煤機構還在延用傳統的LK主令手動控制,這樣的控制方法為人工操作、受人為影響較大、精度低,存在一些不可克服的缺點,已越來越不能滿足煉焦工藝的要求。ZNLK-I系列智慧型主令控制器是我公司經過數年努力而研製的一種新型智慧型主令控制器,它具有運行可靠、回響速度快、解析度高、調整方便迅速、可在運行中調整、全數字顯示、遠程通訊、多種保護功能等優點。
1、運行可靠:該裝置由先進、可靠的可程式序控制器(PLC)與絕對型鏇轉編碼器組成,通過鏇轉編碼器產生的位置碼實現對現場物體位移的檢測,然後經PLC解碼、運算、分析,以產生不同的控制信號和各種保護輸出,可有效防止推焦桿過勁脫離齒輪掉入炭化室。
2、回響速度快:該智慧型主令由於採用可程式序控制器進行控制,因此其回響速度非常快,回響速度可達微秒級。
3、解析度高:該智慧型主令的解析度可以達到毫米級,精確度非常高,能夠適應需要精確定位和精確限位控制的場合。
4、調整方便迅速:該智慧型主令的調節無需任何工具,僅需對TD200操作面板操作,即可達到調整的目的,熟練的操作者只需幾秒鐘即可完成。
5、可在運行中調整:該主令控制器可在設備運行狀態中進行調整,設備不必停止即可對控制信號的輸出位置通過TD200操作面板進行微調。
6、全數字顯示:在被控物體運行期間可以方便地從操作面板TD200上觀察出其所處的位置。
7、遠程通訊:該主令具有遠程通訊功能,可以直接和其它控制系統(如:PLC系統、工業控制網路系統)相連線。
8、保護功能齊全:該主令設有過速保護和零速保護。當推焦桿失控,超過一定速度時,該主令即可發出停止信號,以避免發生故障。當機械等傳動部分故障造成電機啟動而推焦桿零速(或主令零速)時,該主令也能進行保護。
二、技術參數
電壓/頻率範圍:85-264VAC,47-63Hz
瞬時衝擊電流:264VAC時,峰值20A
電源隔離:變換器,1500VAC,1分鐘
輸出類型:繼電器,乾接點(PLC本身繼電器)
最大負載電流:2A/點(PLC本身繼電器輸出)
絕緣電阻:≥100MΩ
開關延遲:最大10ms
壽命:10,000,000次
額定負載時100,000次
接點阻值:不大於200mΩ
輸出隔離:線圈對接點:1500VAC,1分鐘
接點對接點:1500VAC,1分鐘
功耗:9W
輸出點數:10(標準)
依據標準:UL508,CSAC22.2142
FM類1,區2VDE0160CE
輸入:14點,提供備用輸入6點(標準)
15-30VDC時:ON狀態最小4mA,OFF狀態最大1mA,回響時間0.2ms
輸出:10/18點(可選)
記憶功能:EEPROM(寫入壽命10萬次)
主控單元到現場單元距離:僅使用編碼器自帶電纜時,小於2.5米(如主控
單元到現場單元距離較遠,可以另外敷設電纜)
三、工作原理
在主令工作時,由受控設備通過現場變送單元的傳動機構帶動編碼器一起鏇轉,編碼器產生一系列位置碼並送到可程式序控制器(PLC)的輸入端,在PLC內部進行解碼、累加等數學運算處理,同時與操作面板TD200中可調的設定參數相比較,在合適的位置發出相應的控制信號,從而達到控制機器動作的目的。
數字概念:(受控設備以推焦桿為例)
推焦桿運行的同時,減速機同步帶動編碼器鏇轉,反映到PLC的是一系列的編碼,推桿在整個行程中任一位置都在PLC中有一個相對於“原點”的編碼,這些編碼按十進制整數連續排列(-32767——+32767之間),這些編碼都反映了推焦桿當前位置與原點之間的距離關係(點數),也就是用數字反應了推焦桿在行程上的實際位置,通過精度(mm/點)可以計算出當前位置距原點位置的米數。
可以理解為一個水平的坐標軸,以“原點”為坐標原點,從小到大範圍是-32767到+32767。
“原點”:(相當於一個坐標原點)是一個參考點,對應推桿在整個行程中一個具體的物理位置,在PLC中的編碼為“0”,根據需要可以把推桿在行程中任一位置的編碼改為0,設定為原點(一般可把開始推焦時推焦桿的起始位置設為原點),推焦桿的“當前位”及其他設定的限位都以“原點”為參考點。當“原點”所對應的實際物理位置變化時,“當前位”及其它限位所反映的實際物理位置都會發生相應變化。
“當前位”:推焦桿所在實際位置對應的編碼我們稱之為推焦桿的“當前位”,它反映了推焦桿當前所在行程上以參考點“原點”為坐標的位置(編碼數)。
如推焦桿在“原點”位置時對應的編碼是“0”,我們稱“當前位”是“0”,相對“原點”的距離是0點;推焦桿運行到中間時,對應的編碼是“1500”,也就是與原點“0”的距離是1500個點。推焦桿在運行當中對應的編碼連續變化,“當前位”也隨之不斷變化。
“當前位”具體反映了推焦桿距參考點“原點”的實際位置。
精度計算:如推焦桿在最後面時“當前位”是0,最前面是3000,推焦桿整個行程是:3000個點。如推焦桿實際物理行程從最後面(“原點”的對應位置)到最前面(到“當前位”為3000點對應的位置)是14米,則每個點對應:14000mm/3000≈5mm,也就是“當前位”每增加1個點,推焦桿實際運行約5mm;每減少1個點推焦桿反向運行約5mm。主令精度就是5mm/點。
限位區間:“當前位”編碼在某一範圍內時,主令控制器輸出一個狀態(接通或斷開),參與系統控制或連鎖,起到限位的作用,這一範圍用兩個數字表示。如:Q0.0設為“10->1100”(10到1100為一區間)時,則“當前位”編碼在10到1100的區間範圍內時(如:“當前位”是20時)Q0.0接通,不在這一範圍內時Q0.0斷開。
區間是指從小到大的一個數字區間:設定為“1->100”,表示一個從“1”到“100”的一個數字區間。
下例中Q0.0、Q0.1、Q0.2、Q0.3、Q0.4、Q0.5、Q0.6分別假設為系統中的後限位、後減速、導焦柵後退、爐前減速、爐前暫停、前減速、前限位使用。
當推焦桿從後限位以高速運行,“當前位”編碼連續增加,當“當前位”編碼上升大於400以後“導焦柵後退”限位Q0.2對應接點閉合,控制系統控制推焦桿繼續前進,“當前位”編碼繼續增加,”爐前減速”Q0.2、”爐前暫停”Q0.3兩輸出點依次閉合;當“當前位”大於2800時,“前減速”限位Q0.5對應接點閉合,控制系統控制推焦桿為低速運行;當“當前位”大於3000時,前限位Q0.6對應接點閉合,控制系統控制推焦桿停止。
當推焦結束推焦桿回退時以高速運行,“當前位”小於200時,“後減速”限位Q0.1對應接點閉合,推焦桿被控制為低速運行,推焦桿繼續後退,“當前位”小於20時,Q0.0對應接點閉合,推焦桿停止運行。
 推焦
推焦